





























E
1
. The Function For 200 Point(Be the same with:
MIIL_MS
、
MIIL_M
、
EDM)
42
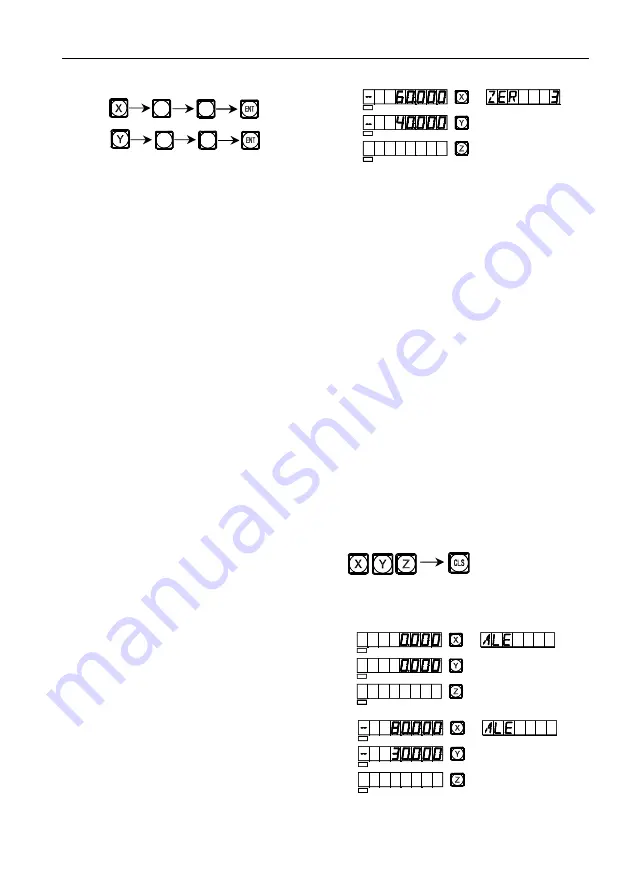
7) Enter the display mode of the third zero position.
Key
The setting of all the subsidiary zero positions of the working piece shown in
Fig. (1) has been finished.
Why the enter position coordinates of every subsidiary zero position are just
in the opposite direction of the displayed values? Let us explain this with the
above example. Under the UCS mode, when the coordinates of the subsidiary zero
position are entered at the position of the zero position in the absolute mode, the
displayed data will be the position of the zero position in the absolute mode in the
corresponding UCS. This is because the subsidiary zero position is taken as the
original point of the UCS under the relative display mode. In Fig. (1), we can see
that Point O is at the position(-80, -30) with respect to Point 1, (-70, -40) with
respect to Point 2, and (-60, -40)with respect to Point 3. If the operator enter the
coordinates of a subsidiary zero point other than the zero position in the absolute
mode, the displayed data will be the position with respect to subsidiary zero point
in the corresponding UCS. For example, when the position of the third subsidiary
zero position is entered at Point E, the resulted display will be (-50, -30).
Method 2: Clearing when the position is reached. When the machine tool is at
the position of the subsidiary zero point, key .
We take the working piece shown in Fig. (1) as example again: Move the
machine table to the center point O shown in Fig. (1).
1) Enter the absolute display mode, reset,
set the zero position in the absolute mode
at the main reference point.
2) Move the machine table of the machine
tool to Point 1.
X axis display -80,
Y axis display -30,
0
0
4
6
SEL
SEL
SEL
SEL
SEL
SEL
SEL
SEL
SEL
Содержание SDS6
Страница 1: ...SINO DIGITAL READOUTS SDS6 Operation Manual GUANGZHOU LOK SHUN CNC EQUIPMENT LTD ...
Страница 10: ...A Basic Function 1 A Basic Functions ...
Страница 24: ...B Smooth R Be the same with MIIL_MS MIIL_M 15 B Smooth R Be the same with MIIL_MS MIIL_M ...
Страница 36: ...C Simple R Be the same with 2V MIIL_MS 2V MIIL_M 27 C Simple R Be the same with 2V MIIL_MS 2V MIIL_M ...
Страница 75: ...G Angular Surface Processing Be the same with MIIL_MS 66 G Angular Surface Processing Be the same with MIIL_MS ...
Страница 86: ...J 200 Tool Storeroom Be the same with LATHE 77 J 200 Tool Storeroom Be the same with LATHE ...
Страница 102: ...M Digital Filter Function Be the same with 2V GRIND 93 M Digital FilterFunction Be the same with 2V GRIND ...
Страница 104: ...N N3 Function Be the same with 2V MIIL_MS 95 N N3 Function Be the same with 2V MIIL_MS ...