
- 24 -
Caution: Injury to Eyes and Skin
Always be sure to wear arc-proof glasses (refer to the table below), clothes that
completely cover the skin and other protective gear when welding to protect the
eyes and skin from harmful light rays generated during welding.
Standards for Arc-Proof Glasses (Japanese Industrial Standard)
Filter No.
7
8
9
10
11
12
13
14
Weld
Current
(A)
Shielded metal arc welding
35-75
76-200
201-400
400-
Gas-shielded arc welding
---
--- 100 or less
101-300
301-500
Gouging
---
---
---
126-225
226-350
---
Caution: Electric Shock
If wearing gloves, be sure to always wear gloves with dry insulation properties. Do
not wear gloves that are damaged or wet.
You can select from among five weld modes in accordance with the type of welding
being performed. Select a weld mode by referring to the recommended modes in the
table below.
Weld Modes Table (Recommended)
Mode Name
Applications
Welding
Position
CV
WIRE
Semi-automatic Arc Welding
(MIG, MAG, self-shielded, and
similar welding)
All directions
DROOP
CELLULOSE ROD
Welding of pipes, tanks and
similar items
Vertical
and
Upward
STANDARD ROD
GOUGING
Welding of pipes, tanks and
similar items
Gouging
CC
CELLULOSE ROD
SCRATCH START TIG
Welding of structures and
finishing welding
TIG welding
Horizontal
and
Downward
STANDARD ROD
Welding of heavy structures
and thick plates
<Note>
This equipment allows for 2-person simultaneous welding. For 2-person simultaneous
welding, select a weld mode and adjust the weld output in accordance with each type
of welding work being performed.
The range of weld output that can be adjusted using the output control dial varies
depending on the positions of the single/dual selector, weld mode selector and
frequency selector. (Refer to section "2. Specifications".)
(1) Semi-automatic Arc Welding
1)
Set the weld mode selector to "CV-WIRE".
2)
Switch the single/dual selector in accordance with the amount of welding personnel
and desired weld output.
3)
Set the output control dial to the desired voltage.
4)
Start the engine. (Refer to section "8-1. Starting the Engine".)
5)
Set the wire feed speed of the wire feeder.
6)
While an arc is being generated, adjust the output control dial of the equipment or
remote controller so that the arc is stabilized.
Single/Dual Selector
Output Control Dial
Arc Control Dial
Weld Mode Selector
Wire
Feeder
Equipment
Work
Weld Power Cable
Output Control Dial
Work Clip Lead
Содержание DGW400DMK
Страница 2: ......
Страница 41: ... 38 15 Engine Wiring Diagram ...
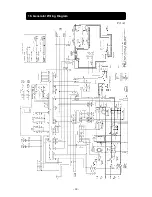
Страница 42: ... 39 16 Generator Wiring Diagram P 1 2 ...
Страница 43: ... 40 P 2 2 ...
Страница 44: ... 41 MEMO ...
Страница 45: ... 42 MEMO ...
Страница 46: ... 43 MEMO ...
Страница 47: ... 44 ...
Страница 48: ... 45 2015 ...