




















6
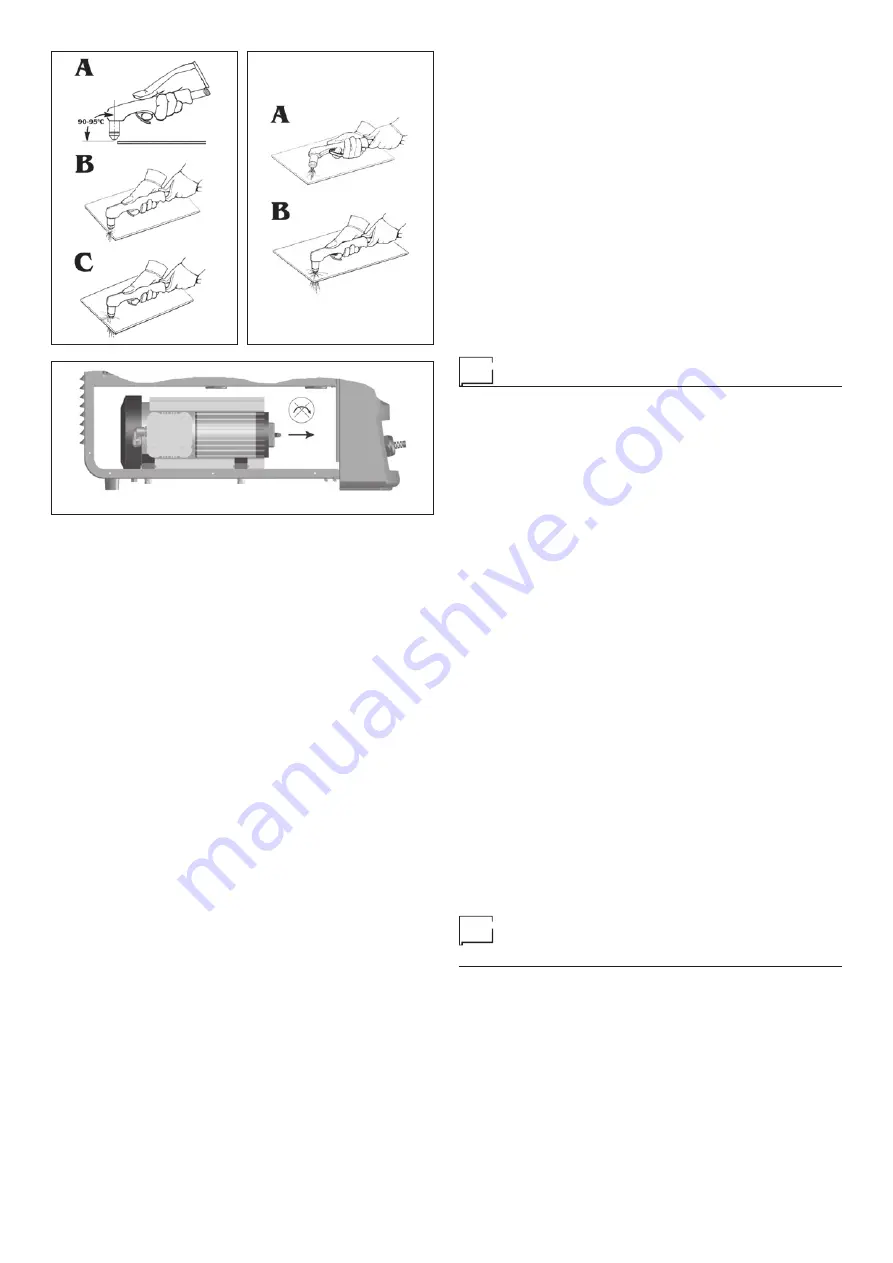
TAGLIO DAL BORDO DI UN PEZZO (Fig. D)
A) Posizionare la torcia, in posizione verticale, sul bordo ester-
no del pezzo da tagliare. Nei casi particolari di spegnimento
dell’arco all’ingresso del pezzo da tagliare aumentare l’an-
golo di 95° fra torcia e il metallo.
B) Iniziare a tagliare dal bordo esterno del pezzo fino a quan-
do l’arco lo ha completamente attraversato.
C) Durante il taglio, la cappa può essere tenuta a diretto con-
tatto con il pezzo da tagliare. Evitare di tenere l’arco pilota
acceso in aria per non consumare inutilmente elettrodo e
cappa.
TAGLIO DALL’INTERNO DEL PEZZO (Fig. E)
A) Tagliare con la torcia in posizione angolare rispetto al pez-
zo e successivamente ruotarla lentamente fino a posizio-
narla in modo perpendicolare al metallo.
B) Quando le scintille escono dalla parte inferiore del pez-
zo significa che l’arco di taglio ha completamente forato il
pezzo da tagliare; il foro è stato creato ed ora si puo’ pro-
cedere con il taglio. Se le scintille o i residui del materia-
le spruzzano verso l’alto significa che state muovendo la
torcia troppo velocemente. Diminuite quindi la velocità di
taglio.
TAGLIO CON PARTICOLARI PROLUNGATI
Questa tecnica si utilizza per tagliare in posizioni poco acces-
sibili quali angoli, rientranze, scanalature ecc.
L’usura dei consumabili è maggiore.
IMPORTANTE: Precauzioni da osservare per tagliare in modo
corretto ed efficace:
•
Tagliare sempre trascinando la torcia in modo delicato per
mantenere un taglio stabile e preciso.
•
Tagliare tirando la torcia verso di sè è più semplice che ta-
gliare spingendola o muovendola nella direzione opposta.
•
Non premere o esercitare pressione sulla torcia durante l’o-
perazione di taglio.
•
Per tagliare in modo diritto seguire sempre una linea di ri-
ferimento.
•
Per eseguire tagli circolari si consiglia di utilizzare l’apposito
compasso (fornito a richiesta).
FIG. E
FIG. F
- 6 -
Fine operazione di taglio. Il compressore rimane in funzione,
per circa 25 secondi per consentire il raffreddamento dei com-
ponenti della torcia, dopo lo spegnimento dell’arco (funzione
“post flusso”). In questo modo si preserva e si prolunga la vita
dei consumabili. Attendere che l’aria cessi di fluire prima di spe-
gnere l’impianto. Durante questa fase è comunque possibile
ripartire con un nuovo ciclo di taglio: premendo il pulsante l’ar-
co pilota si riaccenderà automaticamente.
- 7 -
Quando l’operatore spegne la macchina, premendo l’interrut-
tore di alimentazione (Pos. 7, Fig. A), per qualche secondo il
LED bianco di segnalazione presenza alimentazione (Pos. 2,
Fig. A) rimane acceso ed il LED rosso di controllo ciclo di taglio
plasma (Pos. 3, Fig. A) lampeggia in modo veloce. (vedi para-
grafo “Sequenze LED” sezione “SPEGNIMENTO”). Durante
questo periodo il microprocessore controlla il corretto funzio-
namento di tutti i componenti. Terminata questa operazione di
controllo l’impianto si spegne.
Manutenzione
ATTENZIONE: Prima di effettuare qualsiasi ispezione all’inter-
no del
SHARK 25 togliere l’alimentazione all’impianto.
RICAMBI
I ricambi originali sono stati specificatamente progettati per il
nostro impianto. L’impiego di ricambi non originali può causare
variazioni nelle prestazioni e ridurre il livello di sicurezza previ-
sto. Per danni conseguenti dall’uso di ricambi non originali de-
cliniamo ogni responsabilità.
IMPIANTO PER IL TAGLIO PLASMA
Essendo questi impianti completamente statici, ad eccezione
del ventilatore che è tuttavia dotato di boccole autolubrificanti,
la manutenzione si riduce a:
• Rimozione periodica degli accumuli di sporco e polvere
dall’interno dell’impianto per mezzo di aria compressa. Non
dirigere il getto d’aria direttamente sui componenti elettrici
che potrebbero danneggiarsi.
• Ispezione periodica al fine di individuare cavi logori o connes-
sioni allentate che sono la causa di surriscaldamenti.
• Verificare che il circuito dell’aria sia completamente libero da
impurità e che le connessioni dello stesso siano ben serrate
e prive di perdite. A questo proposito va riservata particolare
attenzione all’elettrovalvola.
COMPRESSORE
Il
SHARK 25
non necessita della presenza di una fonte esterna
di aria compressa perchè contiene al suo interno un compres-
sore d’aria che ha bisogno di un’efficace e periodica manuten-
zione per poter svolgere la sua funzione in modo corretto ed
appropriato.
La manutenzione del compressore si limita alla pulizia del fil-
tro d’aria che deve essere smontato (tirandolo verso l’esterno
e non ruotandolo - vedi Fig. F) e pulito periodicamente.
Rilievo di eventuali inconvenienti
e loro eliminazione
NOTA: Date le necessarie conoscenze tecniche che richiede
la riparazione dell’impianto per il taglio al plasma, si consiglia,
in caso di rottura, di rivolgersi a personale qualificato oppure
alla nostra assistenza tecnica.
I 3 LED di segnalazione, posti sul pannello rack del
SHARK
25
, permettono nella maggior parte dei casi di risalire alla cau-
sa del guasto. Si consiglia quindi di esaminare l’accensione dei
LED per individuare l’inconveniente (vedi paragrafo “Sequenze
LED”). Di seguito sono riportati i possibili guasti che possono
avvenire nell’impianto le possibili cause, come diagnosticarli
e risolverli in modo veloce ed autonomo. Se invece il guasto o
problema dovesse persistere contattare l’assistenza tecnica.
FIG. D
Содержание SHARK 25
Страница 72: ...72 D A 95 B C E A B 6 25 7 7 A LED 2 A LED 3 A LED SHARK 25 SHARK 25 F 3 LED rack SHARK 25 LED LED E F D...
Страница 73: ...73 7 A LED 2 A inverter LED 4 A inverter inverter LED LED 3 A 2 5bar inverter Undervoltage overvoltage...
Страница 77: ...77 B SHARK 25 3 1 1 7 A 2 3 2 A 3 1 A 4 A C B C 5 2 A 3 A 1 2 3 4 5 6 7 A B C A...
Страница 78: ...78 D A 95 B C E A B 6 25 7 7 A 2 A 3 A SHARK 25 SHARK 25 F 3 SHARK 25 E F D...
Страница 79: ...79 7 A 2 A 4 A 3 A 2 5...







































































