





























30
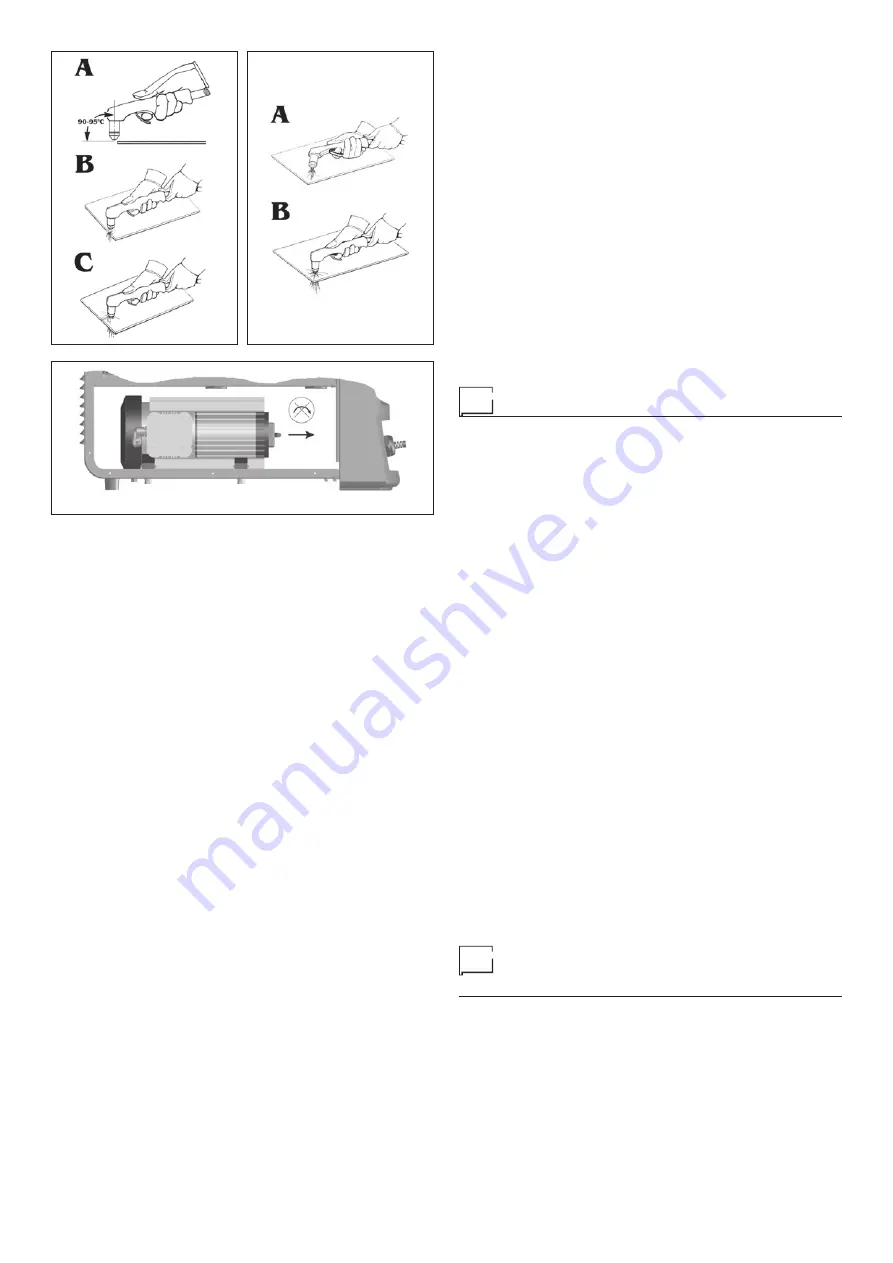
CORTE DESDE EL BORDE DE UNA PIEZA (Fig. D)
A) Colocar la antorcha, en posición vertical, sobre el borde
exterior de la pieza que hay que cortar. En los casos parti-
culares de apagado del arco en la entrada de la pieza que
hay que cortar, aumentar el ángulo de 95° entre la antor-
cha y el metal.
B) Empezar a cortar desde el borde exterior de la pieza has-
ta que el arco lo haya atravesado completamente.
C) Durante el corte, el extractor se puede mantener en direc-
to contacto con la pieza que hay que cortar. Evitar man-
tener el arco piloto encendido en el aire para no consumir
inútilmente el electrodo y el extractor.
CORTE DESDE EL INTERIOR DE LA PIEZA (Fig. E)
A) Cortar con la antorcha en posición angular respecto a la
pieza y luego girarla lentamente hasta colocarla de forma
perpendicular al metal.
B) Cuando las chispas salgan de la parte inferior de la pieza,
significa que el arco de corte ha perforado completamen-
te la pieza que hay que cortar; el agujero ha sido creado
y se puede realizar el corte. Si las chispas o los residuos
del material saltan hacia arriba, significa que se está mo-
viendo la antorcha demasiado rápidamente. Por tanto hay
que disminuir la velocidad de corte.
CORTE CON PARTES PROLONGADAS
Esta técnica se utiliza para cortar en posiciones poco accesi-
bles, como ángulos, entrantes, ranuras, etc. El desgaste de las
partes consumibles es mayor.
IMPORTANTE: Precauciones que hay que respetar para cor-
tar de forma correcta y eficaz:
•
Cortar siempre arrastrando la antorcha de forma delicada
para mantener un corte estable y preciso.
•
Cortar tirando de la antorcha hacia sí, es más sencillo que
cortar empujándola o moviéndola en la dirección opuesta.
•
No pulsar o ejercer presión en la antorcha durante la ope-
ración de corte.
•
Para cortar de forma recta hay que seguir siempre una lí-
nea de referencia.
•
Para efectuar cortes circulares se aconseja utilizar un com-
pás (opcional).
- 6 -
Final de la operación de corte. El compresor sigue funcionan-
do durante unos 25 segundos para permitir que se enfríen los
componentes de la antorcha después de haber apagado el
arco (función “post flujo”). De esta forma se preserva y se pro-
longa la vida de las partes consumibles. Hay que esperar que
el aire cese de fluir antes de apagar el equipo.
De todas formas, durante esta fase se puede volver a empe-
zar con un nuevo ciclo de corte: pulsando el botón, el arco pi-
loto se volverá a encender automáticamente.
- 7 -
Cuando el operador apague la máquina pulsando el interrup-
tor de alimentación (Pos. 7, Fig. A), durante unos segundos el
Piloto luminoso blanco que señala la presencia de alimenta-
ción (Pos. 2, Fig. A) permanecerá encendido y el Piloto lumi-
noso rojo de control del ciclo de corte plasma (Pos. 3, Fig. A)
parpadeará de forma rápida. (véase el apartado “Secuencias
de los Pilotos luminosos” sección “APAGADO”). Durante este
periodo el microprocesador controla el correcto funcionamien-
to de todos los componentes. Una vez terminada esta opera-
ción de control el equipo se apaga.
Mantenimiento
ATENCIÓN: Antes de efectuar cualquier inspección en el in-
terior del
SHARK 25, hay que desconectar la alimentación
del equipo.
REPUESTOS
Los repuestos originales han sido específicamente proyecta-
dos para nuestro sistema. El empleo de repuestos no origina-
les puede causar variaciones en las prestaciones y reducir el
nivel de seguridad pre-visto. Por daños consecuentes al uso de
repuestos no originales declinamos cualquier responsabilidad.
EQUIPO PARA EL CORTE AL PLASMA
Como estos sistemas son completamente estáticos, excepto
el ventilador que ha sido dotado con aros autolubricantes, el
mantenimiento se reduce a:
• La eliminación periódica de la suciedad y el polvo acumu-
lados en el interior del equipo se realiza por medio de aire
comprimido. No dirigir el chorro de aire directamente sobre
los componentes eléctricos porque pueden dañarse.
• Inspección periódica para individuar cables gastados o cone-
xiones flojas que son la causa de recalentamientos.
• Verificar que el circuito del aire sea completamente libre de
impurezas y que las conexiones del mismo estén bien ajus-
tadas y sin pérdidas. A tal propósito va reservada una parti-
cular atención a la electroválvula.
COMPRESOR
El
SHARK 25
no necesita la presencia de una fuente exterior
de aire comprimido ya que contiene en su interior un compre-
sor de aire que necesita un eficaz y periódico mantenimiento
para poder funcionar de forma correcta y apropiada.
El mantenimiento del compresor se limita a la limpieza del filtro
de aire que hay que desmontar (tirando hacia fuera y no girán-
dolo - véase Fig. F) y limpiarlo periódicamente.
Averiguación de posibles
averías y sus eliminaciones
NOTA: Vistos los necesarios conocimientos técnicos que re-
quiere la reparación del equipo para el corte al plasma, se
aconseja, en el caso de rotura, ponerse en contacto con per-
sonal cualificado o bien con nuestro Servicio de Asistencia
Técnica.
Los 3 Pilotos luminosos de señalización, situados en el panel
rack del
SHARK 25
, permiten en la mayor parte de los casos
localizar la causa de la avería.
Por tanto, se aconseja examinar el encendido de los Pilotos
luminosos para localizar el inconveniente (véase el apartado
“Secuencias de los Pilotos luminosos”).
FIG. E
FIG. F
FIG. D
Содержание SHARK 25
Страница 72: ...72 D A 95 B C E A B 6 25 7 7 A LED 2 A LED 3 A LED SHARK 25 SHARK 25 F 3 LED rack SHARK 25 LED LED E F D...
Страница 73: ...73 7 A LED 2 A inverter LED 4 A inverter inverter LED LED 3 A 2 5bar inverter Undervoltage overvoltage...
Страница 77: ...77 B SHARK 25 3 1 1 7 A 2 3 2 A 3 1 A 4 A C B C 5 2 A 3 A 1 2 3 4 5 6 7 A B C A...
Страница 78: ...78 D A 95 B C E A B 6 25 7 7 A 2 A 3 A SHARK 25 SHARK 25 F 3 SHARK 25 E F D...
Страница 79: ...79 7 A 2 A 4 A 3 A 2 5...







































































