





























4-4
Prohibited Drawing Areas around Register Marks
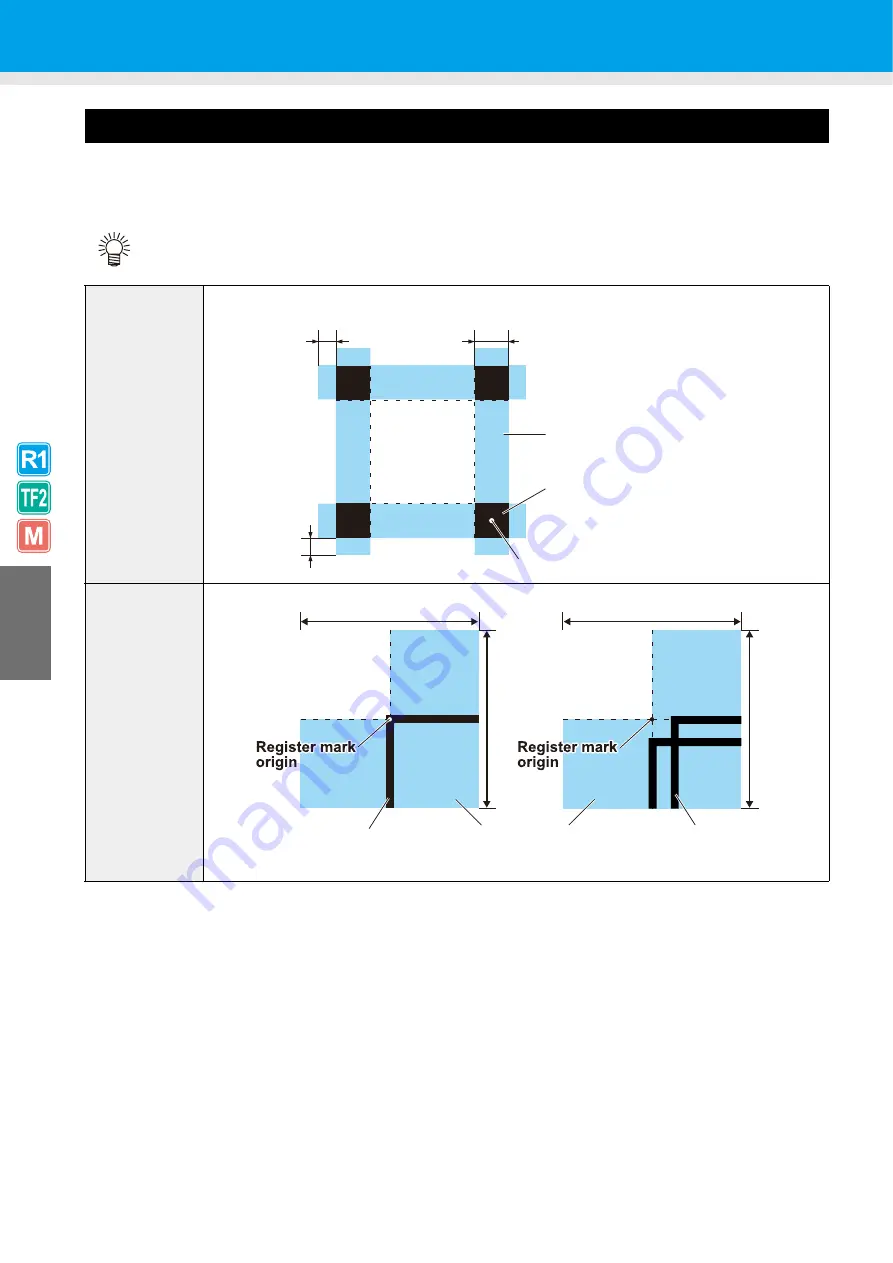
Ensure that the areas around the register marks (area equivalent to the register mark size from the register mark
origin) remain free of data and dirt. Otherwise, false detection or incorrect reading of the register marks may
occur.
• False detection of the register marks causes displacement of the cutting position.
Square register
marks
Single register
marks
Double register
marks
Valid
drawing
area
10 mm
Prohibited drawing areas (blue areas)
10 mm
Square register mark
Register mark origin
Square register mark size
( 5 mm - 30 mm)
Prohibited drawing areas
(blue areas)
Single register
marks
2 x register mark size
2 x regist
er mark size
Double register
marks
2 x register mark size
2 x regist
er mark size
Valid drawing
area
(white area)
Valid drawing
area
(white area)
Содержание CF3-1610
Страница 7: ...vi ...
Страница 110: ...3 20 ...
Страница 124: ...4 14 ...
Страница 164: ...6 30 ...
Страница 165: ...D201768 14 29062009 ...
Страница 166: ...NH FW 3 30 Printed in Japan MIMAKI ENGINEERING CO LTD 2009 ...





























































