





























12
Kongsberg XP
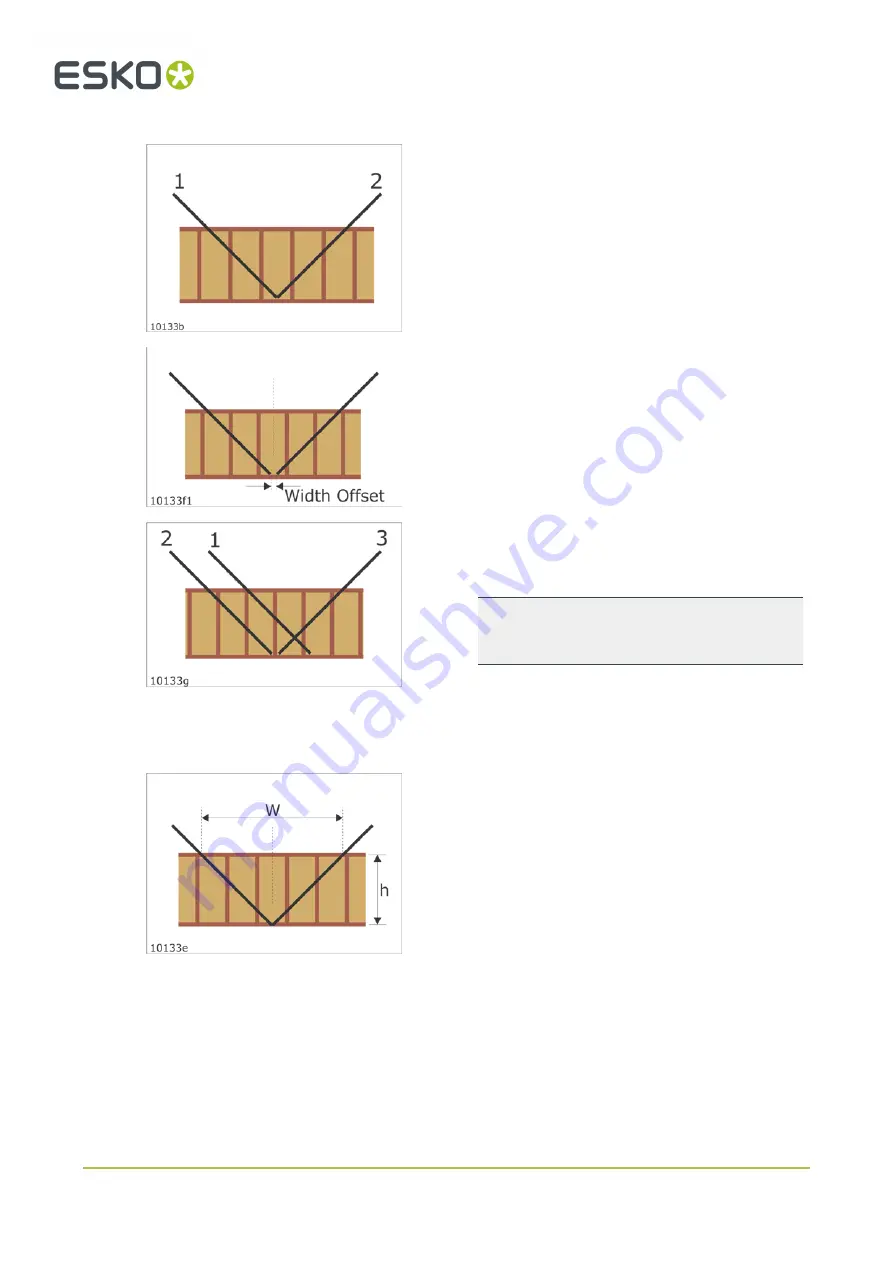
V-notch
Crease
This is the default mode if neither
V-notch cut
nor
Waste Cut
are enabled.
Performing two cuts in opposite direction to
create a folding notch.
Width Offset
Width Offset is used to adjust the width between
the two cut lines along and across flute when
Crease
is selected.
Waste Cut
Waste Cut
adds a third cut line to ease removal of
waste.
Note:
This function is working along Y only. Flute
direction must be along Y. The numbers indicate
sequence of operation.
Geometry
When the knife angle is 45
o
and you cut through
the material, the width of the cut is W = 2 x h.
Folding
If you prepare a material for folding, the following rules applies:
• Adjust the cutting depth to just above the bottom liner.
• Adjust the cutting width (W) by the adjustment parameter Width Offset. Nominally, the width of the
cut has to be increased by Width Offset = - 2 x bottom liner thickness.
84
Содержание Kongsberg XP
Страница 1: ...Kongsberg XP User Manual 10 2020 XP ...
Страница 174: ...13 Kongsberg XP Y axis gear Racks The racks in X1 X2 and Y should be re greased 174 ...
Страница 192: ...14 Kongsberg XP 192 ...
Страница 214: ...20 Kongsberg XP 5 Lift and turn the container to release it from the fixture 6 Empty the container 214 ...







































































