




























ESAB ET 186i AC/DC
BASIC WELDING GUIDE 4-2 Manual 0-5425
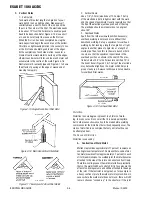
Art # A-07687
Figure 4-1: Flat Position, Down Hand Butt Weld
Art # A-07688
Figure 4-2: Flat Position, Gravity Fillet Weld
Art # A-07689
Figure 4-3: Horizontal Position, Butt Weld
Art # A-07690
Figure 4-4: Horizontal-Vertical (HV) Position
Metal Being Joined
Electrode
Comments
Mild Steel
E6011
This electrode is used for all-position welding or for welding on rusty, dirty,
less-than-new metal. It has a deep, penetrating arc and is often the first
choice for repair or maintenance work.
Mild Steel
E6013
This all-position, electrode is used for welding clean, new sheet metal. Its soft
arc has minimal spatter, moderate penetration and an easy-to-clean slag.
Mild Steel
E7014
All positional, ease to use electrode for use on thicker steel than E6013.
Especially suitable sheet metal lap joints and fillet welds, general purpose
plate welding.
Mild Steel
E7018
A low-hydrogen, all-position electrode used when quality is an issue or for
hard-to-weld metals. It has the capability of producing more uniform weld
metal, which has better impact properties at low temperatures.
Cast Iron
Eni-Cl
Suitable for joining all cast irons except white cast iron.
Stainless Steel
E318L-16
High corrosion resistances. Ideal for dairy work etc.
Welding Position
The electrodes dealt with in this publication can be used in most positions, i.e. they are suitable for welding in flat, horizontal, verti-
cal and overhead positions. Numerous applications call for welds to be made in positions intermediate between these. Some of the
common types of welds are shown in Figures 4-5 through 4-12.
Art A-07691
Figure 4-5: Vertical Position, Butt Weld
Art # A-07692
Figure 4-6: Vertical Position, Fillet Weld
Art# A-07693
Figure 4-7: Overhead Position, Butt Weld
Art # A-07694
Figure 4-8: Overhead Position, Fillet Weld







































































