




























ESAB ET 186i AC/DC
INSTALLATION, OPERATION AND SETUP 3-14 Manual 0-5425
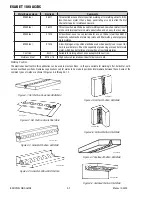
Programming Parameter
Adjustment Device
Display
AC Frequency
This parameter operates in AC
TIG mode only and is used to
set the frequency for the AC weld
current.
V
SEC
%
Hz
Volts
15 to 150 Hz
Wave Balance
This parameter operates in AC
TIG mode and is used to set the
penetration to cleaning action
ratio for the AC weld current.
Generally WAVE BALANCE is set
to 50% from the factory for AC
TIG Welding. The WAVE BALANCE
control changes the ratio of
penetration to cleaning action of
the AC TIG welding arc. Maximum
weld penetration is achieved
when the WAVE BALANCE control
is set to 10%. Maximum cleaning
of heavily oxidized aluminium or
magnesium alloys is achieved
when the WAVE BALANCE control
is set to 65%.
V
SEC
%
Hz
Volts
10 to 65%
Table 3-4
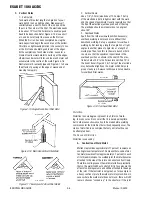
WAVE BALANCE is used for aluminium welding in AC HF TIG or AC LIFT TIG mode
It is used to set the ratio of penetration to cleaning action for the AC TIG welding arc.
Maximum weld penetration is achieved when the WAVE BALANCE is set to 10%. Maximum cleaning of heavily oxidized aluminium
or magnesium alloys is achieved when the WAVE BALANCE is set to 65%.
Maximum Penetration and
reduced cleaning
Balanced with 50% penetration
and 50% cleaning
Maximum Cleaning and
reduced penetration
10%
50%
65%
90%
50%
35%
(+)
(+)
(+)
(-)
(-)
(-)
Wave Balance = 50%
Wave Balance = 10%
Wave Balance = 65%
A-11223
Table 3-5: AC TIG Wave Balance







































































