





























ESAB ET 186i AC/DC
INSTALLATION, OPERATION AND SETUP 3-10 Manual 0-5425
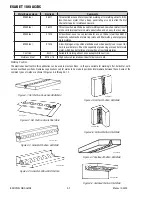
Programming Parameter
Adjustment Device
Display
Hot Start
This parameter operates in all weld modes
except LIFT TIG mode and is used to heat up
the weld zone in TIG modes or improve the
start characteristics for stick electrodes the
peak start current on top of the WELD current.
e.g. HOT START current = 130 amps when
WELD = 100 amps & HOT START = 30 amps
Amps
0 to 70A (max 170A weld current)
Weld Current
This parameter sets the TIG WELD current
when PULSE is OFF. This parameter also sets
the STICK weld current.
Amps
5 to 170A (DC STICK mode)
10 to 170A (AC STICK mode)
Arc Force (STICK Mode only)
Arc Force is effective when in STICK Mode
only. Arc Force control provides and adjustable
amount of Arc Force (or "dig") control. This
feature can be particularly beneficial in
providing the operator the ability to compensate
for variability in joint fit-up in certain situations
with particular electrodes. In general increasing
the Arc Force control toward 100% (maximum
Arc Force) allows greater penetration control to
be achieved.
V
SEC
%
Hz
Volts
0 to 100%
Table 3-3







































































