




4 MIG/MAG WELDING
0460 896 274
- 27 -
© ESAB AB 2013
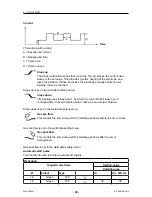
Spot welding
Spot welding is used when you want to spot weld thin plates together.
NOTE!
It is
not
possible to shorten the welding time by releasing the trigger switch.
Spot welding is activated and spot welding time is set in the weld data setting menu.
4.2.1
QSet
QSet is used to facilitate setting welding parameters. Using the plus/minus knobs, the arc
length is increased or decreased from -18 to + 18 steps.
SHORT ARC
When first starting welding with a new wire type/gas type, QSet automatically sets all the
necessary welding parameters. After that QSet stores all the data to produce a good weld.
The voltage then automatically conforms to changes in the wire feed speed.
SPRAY
When approaching the spray arc area, the value for QSet must be increased. Disengage the
QSet function when welding with pure spray arc. All settings are inherited from QSet, with the
exception of the voltage which must be set.
Recommendation:
Make the first weld (6 seconds) with QSet on a test piece to obtain all
the correct data.
The QSet value is set in the weld data setting menu for process MIG/MAG and method
SHORT/SPRAY.
4.2.2
Synergy group
It is possible to choose between the three synergy groups for mechanised welding:
•
STANDARD
•
ROBOT
•
SAT
Содержание Aristo U82
Страница 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Страница 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Страница 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Страница 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Страница 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Страница 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...
Страница 95: ...ACCESSORIES 0460 896 274 95 ESAB AB 2013 ...