




























6 TIG WELDING
0460 896 274
- 39 -
© ESAB AB 2013
1.6
Golden
WL15
20
20
1.6
Golden
WL15
30
35
2.4
Green
WP
45
-
2.4
Green
WP
55
60
2.4
Golden
WL15
40
40
2.4
Golden
WL15
45
50
3.2
Green
WP
55
-
3.2
Green
WP
65
65
3.2
Golden
WL15
60
60
3.2
Golden
WL15
70
70
4.0
Green
WP
70
75
4.0
Green
WP
80
85
4.0
Golden
WL15
65
65
4.0
Golden
WL15
70
75
WP = Pure tungsten electrode WL15 = Lantha alloyed tungsten electrode.
Electrode preheating is set in the weld data setting menu.
Only applies to TIG welding with AC.
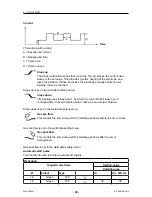
Frequency
Lower frequency (alternating current) transfers more heat to the workpiece and
produces a wider weld pool.
Higher frequency produces a narrower arc with higher arc force (narrower weld
pool).
Frequency is set in the weld data setting menu.
Only applies to TIG welding with AC.
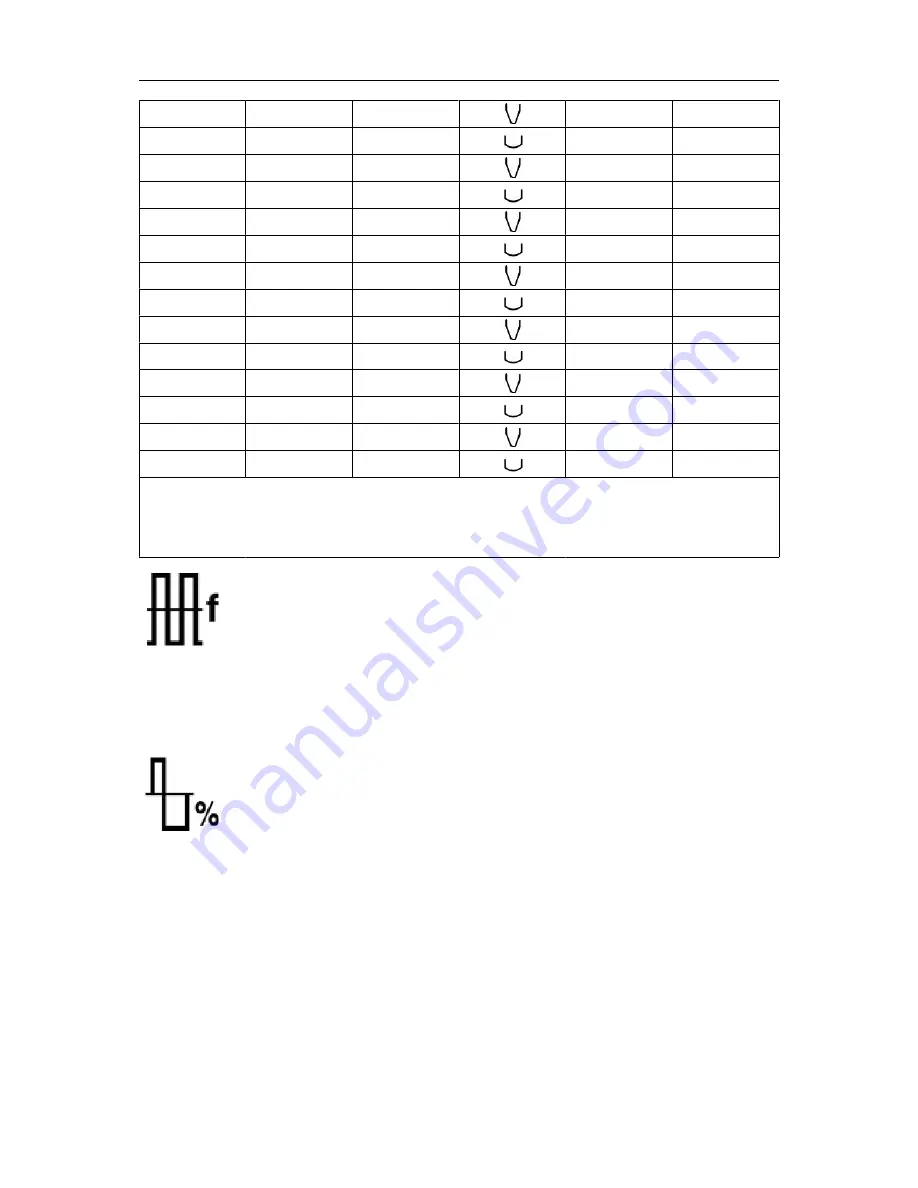
Balance
Setting the balance between the positive (+) electrode and negative (-)
electrode half period during alternating current welding (AC).
Lower balance value produces more heat on the electrode and better oxide
break-up on the workpiece.
Higher balance value produces more heat to the workpiece and better
penetration.
Balance is set in the weld data setting menu.
Only applies to TIG welding with AC.
Содержание Aristo U82
Страница 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Страница 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Страница 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Страница 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Страница 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Страница 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...
Страница 95: ...ACCESSORIES 0460 896 274 95 ESAB AB 2013 ...







































































