





























Operating Manual - English
Triax QUATTRO
- 88 -
Copyright Silca 2011
1
7.10.3
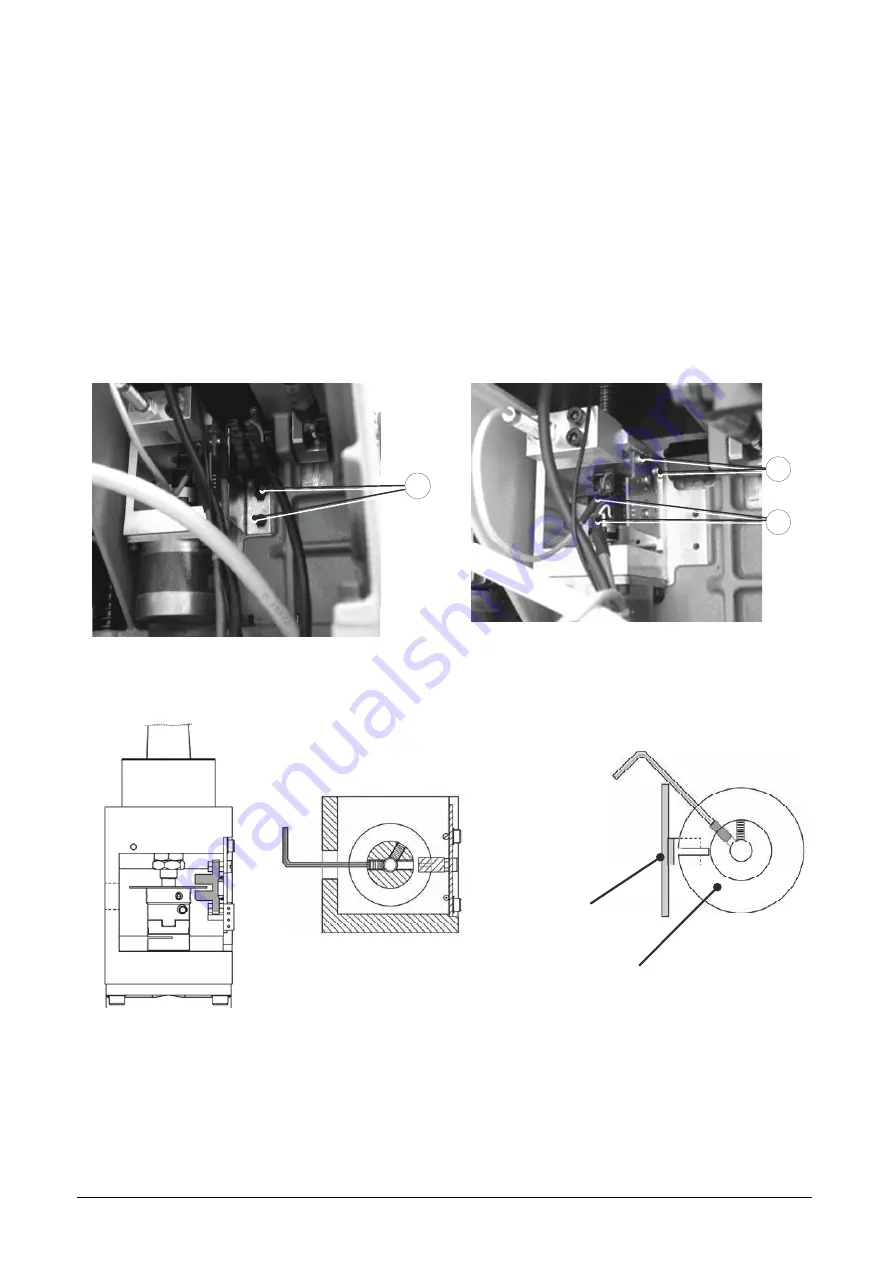
REPLACING PHOTOCELL FOR VERTICAL AXIS (Z)
1.
Switch off the machine and disconnect the power lead.
2.
Remove the rear metal plate (see ACCESS TO REAR).
3.
Loosen the two screws (J1) and remove the microswitch support plate.
4.
Disconnect the photocell and sensor cable (J3).
5.
Loosen the 2 photocell fixing screws (J2) and remove.
6.
Place the new photocell in position and secure with the screws (J2), connect the two cables (J3).
7.
Replace the microswitch support plate and secure with the screws (J1).
8.
Secure the rear metal plate.
9.
Reconnect the power lead and Switch on the machine.
10.
Calibrate the machine (see CALIBRATION functions).
J1
Fig. 42
J2
J3
Fig. 43
REGULATION OF PHOTOCELL DISK (SEE MACHINE ZEROS)
Photocell
Photocell disk
Summary of Contents for Triax Quattro
Page 2: ......
Page 4: ......
Page 8: ......
Page 106: ...Triax QUATTRO Copyright Silca 2011 1 II ...
Page 107: ...Triax QUATTRO Copyright Silca 2011 III ...
Page 108: ...Triax QUATTRO Copyright Silca 2011 1 IV ...
Page 109: ...Triax QUATTRO Copyright Silca 2011 V ...
Page 110: ...Triax QUATTRO Copyright Silca 2011 1 VI ...
Page 111: ...Triax QUATTRO Copyright Silca 2011 VII ...
Page 112: ...Triax QUATTRO Copyright Silca 2011 1 VIII ...
Page 113: ...Triax QUATTRO Copyright Silca 2011 IX ...





















































