





























LAGUNA
TOOLS
22
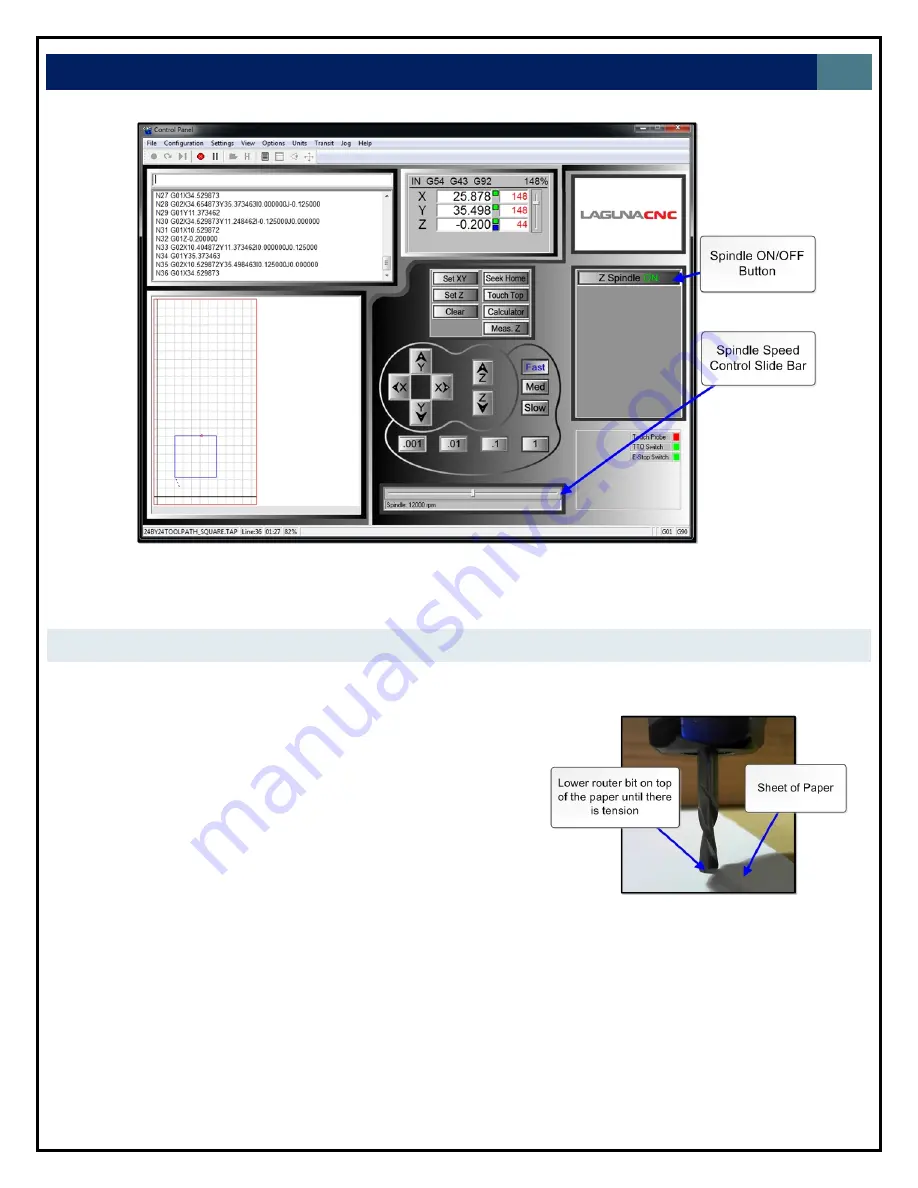
Figure
21.
Controller
interface
spindle
controls
MEASURING
TOOL
LENGTH
(TOUCH
TOP
BUTTON)
Measuring
tool
length
is
a
necessary
step
prior
to
cutting.
It
establishes
the
correct
Z
zero
plane
in
the
work
space
coordinate
system.
1.
Manual
Method
1.1
Mount
the
tool
in
the
spindle
1.2
Bring
the
tool
over
the
material
that
will
serve
as
the
Z0
plane
for
the
application.
1.3
Using
the
slow
transit
speed
setting,
lower
the
spindle
down
close
to
the
table.
1.4
Slide
a
sheet
of
paper
under
the
tool.
1.5
Lower
the
tool
down
using
the
0.001
or
0.01
incremental
transit
setting
until
there
is
tension
on
the
paper
but
enough
clearance
to
slide
the
sheet
of
paper
out.
1.6
Press
the
“SetZ”
button
in
the
control
interface.
1.6.1
A
green
box
will
appear
next
to
the
Z
coordinate
in
the
access
window.
Figure
22.
Paper
test
for
measuring
tool
length
manually
Summary of Contents for CNC Swift Series
Page 54: ...LAGUNA TOOLS 54 SPECIFICATIONS...