




























SECTION 2 - PROCEDURES
3121804
– JLG Lift –
2-15
IMPORTANT
EXTREME CARE SHOULD BE TAKEN WHEN REMOVING THE CYL-
INDER ROD, SPACER, AND PISTON. AVOID PULLING THE ROD
OFF-CENTER, WHICH COULD CAUSE DAMAGE TO THE PISTON
AND CYLINDER BARREL SURFACES.
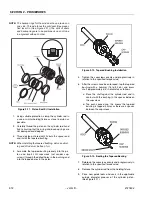
4.
With the barrel clamped securely, apply pressure to
the rod pulling device and carefully withdraw the
complete rod assembly from the cylinder barrel.
5.
Using a suitable chain wrench, carefully remove the
remaining cylinder head retainer from the opposite
end of the cylinder barrel. Remove the head and
remove and discard the wiper, rod seal, 0-ring and
wear ring.
6.
Using suitable protection, clamp the cylinder rod in
a vise or similar holding fixture.
7.
Carefully remove the head from the cylinder rod and
remove and discard the wiper, rod seal, o-ring and
wear ring.
8.
Carefully remove the spacers from the cylinder rod,
then remove the retaining rings securing the piston
in place on the cylinder rod. Discard the retaining
rings.
9.
Carefully remove the piston from the cylinder rod.
Remove and discard the T-seal and o-ring.
10.
Remove the cylinder rod from the holding fixture.
Cleaning and Inspection
1.
Clean all parts thoroughly in an approved cleaning
solvent.
2.
Inspect the cylinder rod for scoring, tapering, ovality,
or other damage. If necessary, dress the rod with
Scotch Brite or equivalent. Replace the rod if neces-
sary.
3.
Inspect the threaded portion of the rod for excessive
damage. Dress the threads as necessary.
4.
Inspect the inner surface of the cylinder barrel tube
for scoring or other damage. Check the inside diam-
eter for tapering or ovality. Replace the barrel if nec-
essary.
5.
Inspect the piston surface for damage, scoring and
distortion. Dress the piston surface or replace the
piston as necessary.
6.
Inspect the seal and o-ring grooves in the piston for
burrs and sharp edges. Dress applicable surfaces
as necessary.
7.
Inspect the inside diameter of the spacers and
heads for scoring or other damage and for ovality
and tapering. Replace as necessary.
8.
Inspect the seal and o-ring grooves in the heads for
burrs and sharp edges. Dress applicable surfaces
as necessary.
9.
Inspect the outside diameter of the spacers and
heads for scoring or other damage and ovality and
tapering. Replace as necessary.
10.
Inspect the oil ports for blockage or the presence of
dirt or other foreign material. Repair as necessary.
11.
Inspect the cam follower for wear or damage.
Replace as necessary.
Assembly
NOTE: Prior to cylinder assembly, ensure that the proper
cylinder seal kit is used.
Apply a light film of hydraulic oil to all components
prior to assembly.
1.
Using suitable protection, clamp the cylinder rod in
a vise or similar holding fixture.
2.
Place a new o-ring into the cylinder rod piston
groove.
3.
Place a new T-seal on the piston, then carefully
install the piston the cylinder rod, ensuring that the
o-ring in the rod groove is not damaged or dis-
lodged. Secure the piston in place with two new
retaining rings.
4.
Carefully slide the spacers onto the cylinder rod.
5.
Place a new wiper, rod seal, o-ring and wear ring on
each of the two cylinder heads. Set the heads aside
for later installation on the cylinder rod.
6.
Remove the cylinder rod assembly from the holding
fixture.
7.
Position the cylinder barrel in a suitable holding fix-
ture.
IMPORTANT
EXTREME CARE SHOULD BE TAKEN WHEN INSTALLING THE
CYLINDER ROD, PISTON AND HEADS. AVOID PULLING THE ROD
OFF-CENTER, WHICH COULD CAUSE DAMAGE TO THE PISTON
AND CYLINDER BARREL SURFACES.
8.
With the barrel clamped securely, and while ade-
quately supporting the cylinder rod assembly, insert
the cylinder rod assembly into the cylinder barrel.
Ensure that the piston T-seal and o-ring are not dam-
aged or dislodged.
9.
Continue pushing the rod assembly into the cylinder
barrel until the cylinder rod is approximately cen-
tered in the barrel.
Summary of Contents for 330CRT
Page 1: ...Service Maintenance Manual Model 330CRT 400CRT 3121804 April 7 2004 ...
Page 2: ......
Page 8: ...TABLE OF CONTENTS iv JLG Lift 3121804 This page left blank intentionally ...
Page 12: ...SECTION 1 SPECIFICATIONS 1 4 JLG Lift 3121804 Figure 1 1 Torque Chart ...
Page 22: ...SECTION 2 PROCEDURES 2 8 JLG Lift 3121804 Figure 2 3 400CRT LIft Cylinder ...
Page 54: ...SECTION 3 TROUBLESHOOTING 3 12 JLG Lift 3121804 Figure 3 3 Hydraulic Schematic Sheet 1 of 2 ...
Page 56: ...SECTION 3 TROUBLESHOOTING 3 14 JLG Lift 3121804 This page intentionally left blank ...
Page 57: ......







































































