





























4 - 3 6 REAR AXLE DIF FER EN TIA L CARRIER
with a hammer and drift, until oil seal flange seats
against the carrier.
6. Install companion flange using Holder J-8614-11
and Installer J-5780. See Figure 24C.
7. Pack the cavity between end of pinion splines and
pinion flange with a nonhardening sealer (such as
Permatex Type A or equivalent) prior to installing
washer and nut on pinion.
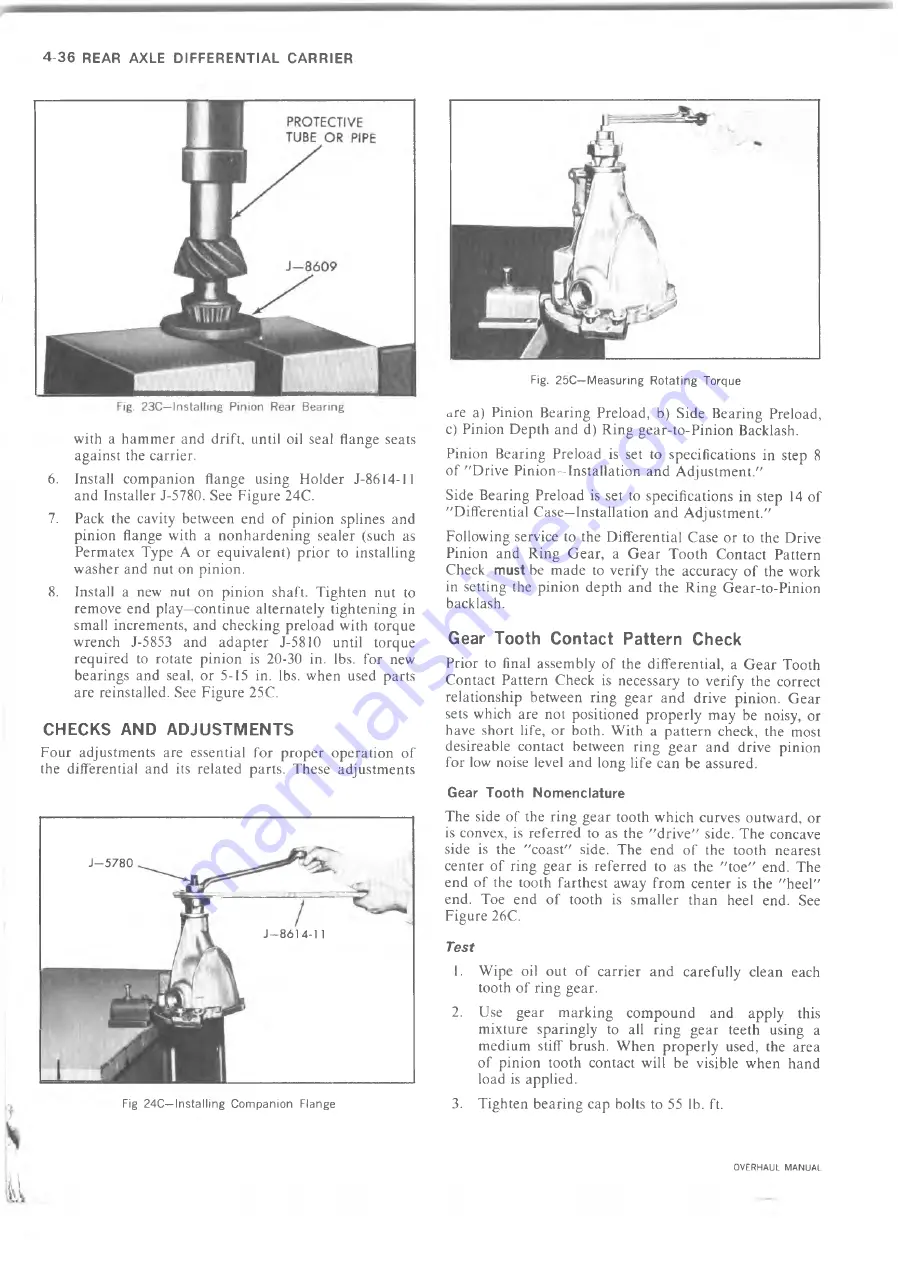
8. Install a new nut on pinion shaft. Tighten nut to
remove end play—continue alternately tightening in
small increments, and checking preload with torque
wrench J-5853 and adapter J-5810 until torque
required to rotate pinion is 20-30 in. lbs. for new
bearings and seal, or 5-15 in. lbs. when used parts
are reinstalled. See Figure 25C.
CHECKS AND AD JUSTM ENTS
Four adjustments are essential for proper operation of
the differential and its related parts. These adjustments
Fig 24C—In s ta llin g Com panion Flange
Fig. 25C—M easuring R o ta tin g Torque
are a) Pinion Bearing Preload, b) Side Bearing Preload,
c) Pinion Depth and d) Ring gear-to-Pinion Backlash.
Pinion Bearing Preload is set to specifications in step 8
of "Drive Pinion—Installation and Adjustment."
Side Bearing Preload is set to specifications in step 14 of
"Differential Case—Installation and Adjustment."
Following service to the Differential Case or to the Drive
Pinion and Ring Gear, a Gear Tooth Contact Pattern
Check
must
be made to verify the accuracy of the work
in setting the pinion depth and the Ring Gear-to-Pinion
backlash.
Gear Tooth Contact Pattern Check
Prior to final assembly of the differential, a Gear Tooth
Contact Pattern Check is necessary to verify the correct
relationship between ring gear and drive pinion. Gear
sets which are not positioned properly may be noisy, or
have short life, or both. With a pattern check, the most
desireable contact between ring gear and drive pinion
for low noise level and long life can be assured.
Gear Tooth Nomenclature
The side of the ring gear tooth which curves outward, or
is convex, is referred to as the "drive" side. The concave
side is the "coast" side. The end of the tooth nearest
center of ring gear is referred to as the "toe" end. The
end of the tooth farthest away from center is the "heel"
end. Toe end of tooth is smaller than heel end. See
Figure 26C.
Test
1. Wipe oil out of carrier and carefully clean each
tooth of ring gear.
2. Use gear marking compound and apply this
mixture sparingly to all ring gear teeth using a
medium stiff brush. When properly used, the area
of pinion tooth contact will be visible when hand
load is applied.
3. Tighten bearing cap bolts to 55 lb. ft.
J - 5 7 8 0
J—861 4-1 1
OVERHAUL MANUAL
Summary of Contents for 10 series 1973
Page 1: ......
Page 3: ...r...
Page 5: ......
Page 21: ......
Page 31: ......
Page 34: ...REAR AXLE DIFFERENTIAL CARRIER 4 3 OVERHAUL MANUAL...
Page 85: ...4 54 REAR AXLE DIFFERENTIAL CARRIER OVERHAUL MANUAL...
Page 93: ...4 62 REAR AXLE DIFFERENTIAL CARRIER OVERHAUL MANUAL...
Page 103: ...V...
Page 141: ...I...
Page 144: ...ENGINE 6 3 OIL PRESSURE SENDING UNIT Fig 1 In Line Engine Lubrication OVERHAUL MANUAL...
Page 179: ......
Page 185: ...6M 6 CARBURETORS Fig M6 Monojet See Fig M7 for legend...
Page 219: ...L...
Page 289: ...7M 70 CLUTCHES AND MANUAL TRANSMISSIONS Fig 13F Transfer Case Exploded View OVERHAUL MANUAL...
Page 352: ...AUTOMATIC TRANSMISSION 7A 49 Fig 85M Planetary Gear Train Exploded View OVERHAUL MANUAL...
Page 363: ...7A 60 AUTOMATIC TRANSMISSION Fig IT S ide Cross Section Typical OVERHAUL MANUAL...
Page 457: ......
Page 459: ......
Page 522: ......







































































