





























For Service Engineers
Service Information
SI1906002E-001=YSP10 installation and adjustment procedures
66/120
13.4. Start the CalibSm utility
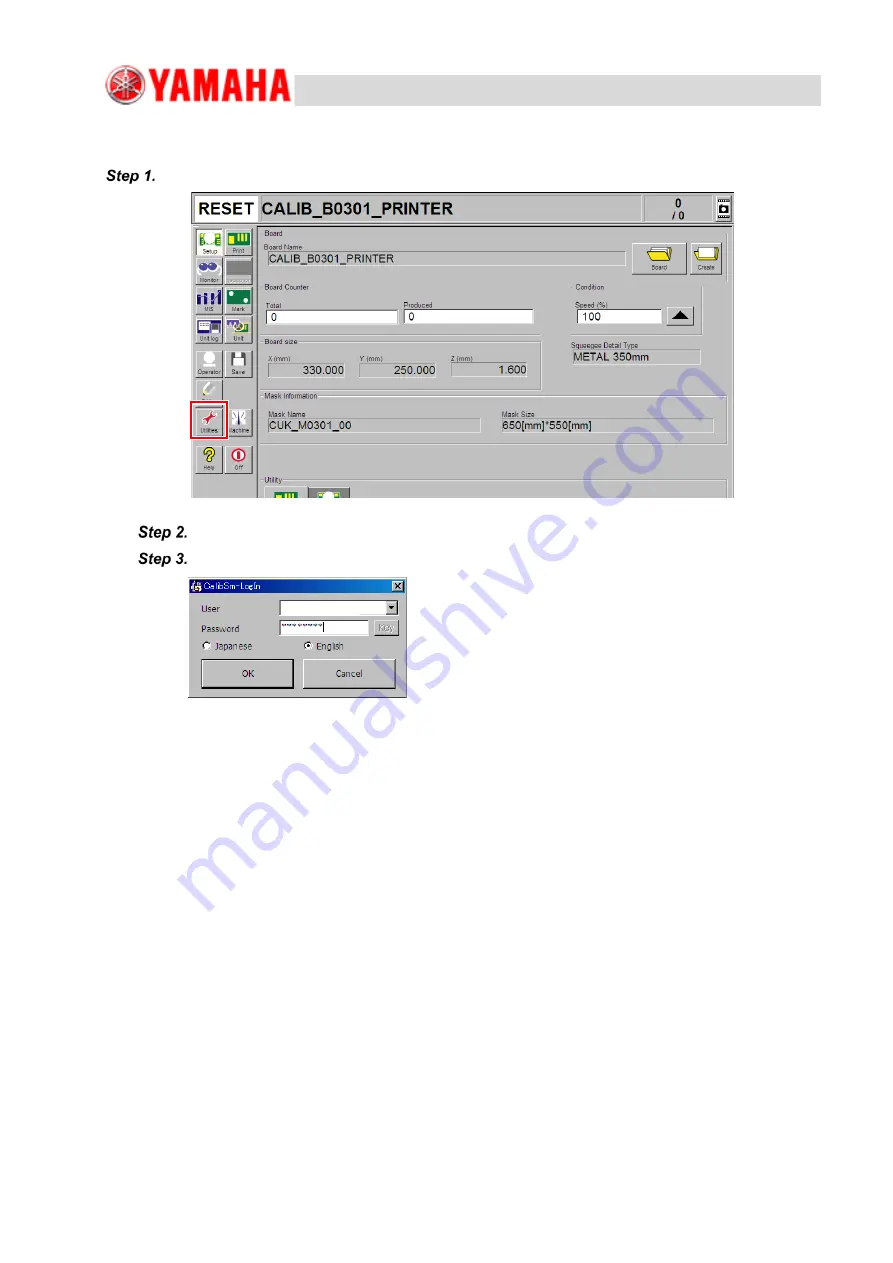
Select the [Utilities] button.
The CalibSm-login message box appears. Select “Supervisor” for [User].
Type in the “specialist” for [Password] and select the [OK] button.
Supervisor