





























Chapter 3 - page 1
MCO-TCO work mode
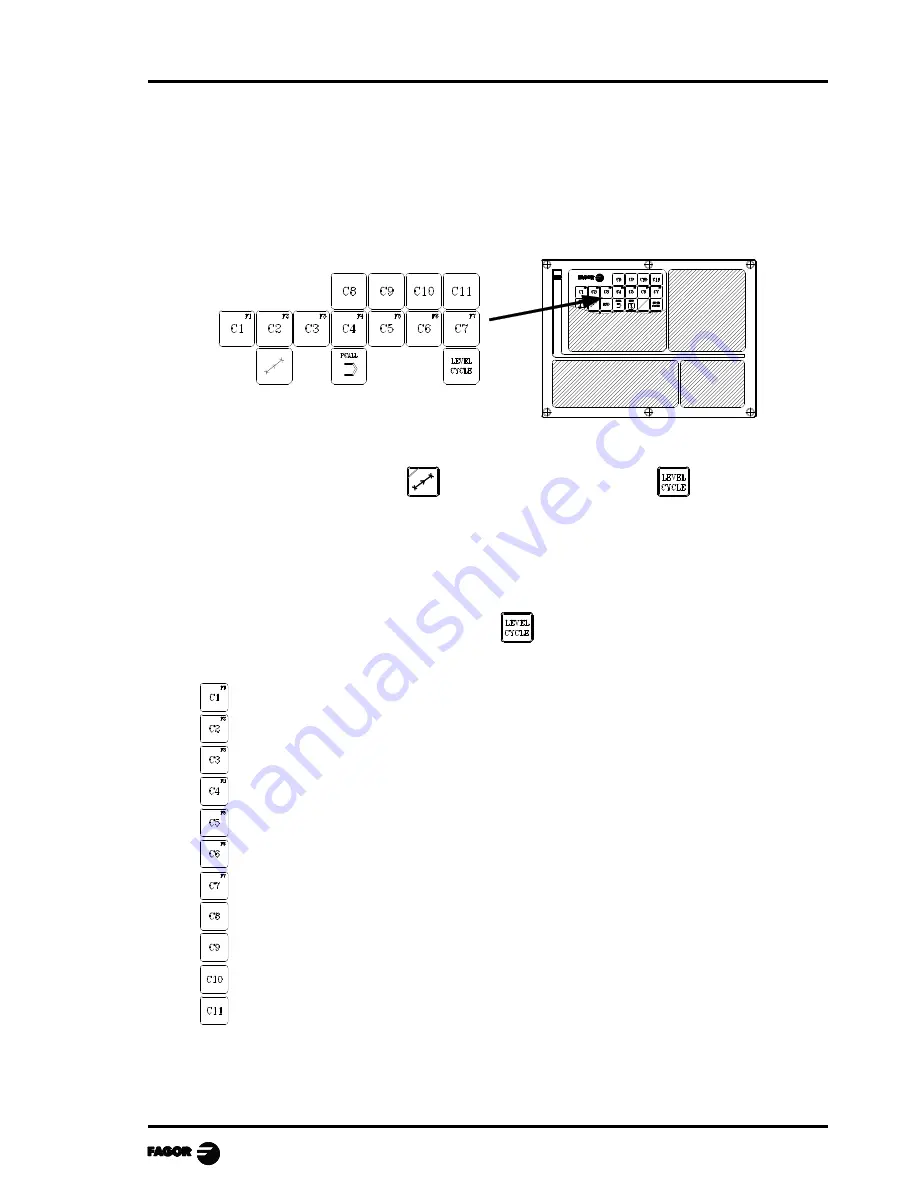
3. OPERATING WITH OPERATIONS OR CYCLES
The following keys should be used to select the machining Operations or Cycles:
The standard version offers 2 positioning cycles.
To access these cycles, press
and to change the cycle, press
The manufacturer may define up to 200 different cycles which will be grouped in 20 groups.
Use keys [C1] through [C11] to access the first 11 groups.
The access to the rest of the groups must be set in the PLC program by the manufacturer as
described later on. To do this, external devices or free keys (blank keys or keys [O1] through
[O14]) may be used.
To change levels, within each group, press
The OEM cycles accessed with each key are:
Cycles
1
21
41
61
81
101
121
141
161
181
Cycles
2
22
42
62
82
102
122
142
162
182
Cycles
3
23
43
63
83
103
123
143
163
183
Cycles
4
24
44
64
84
104
124
144
164
184
Cycles
5
25
45
65
85
105
125
145
165
185
Cycles
6
26
46
66
86
106
126
146
166
186
Cycles
7
27
47
67
87
107
127
147
167
187
Cycles
8
28
48
68
88
108
128
148
168
188
Cycles
9
29
49
69
89
109
129
149
169
189
Cycles
10
30
50
70
90
110
130
150
170
190
Cycles
11
31
51
71
91
111
131
151
171
191







































































