11
EATON
ET5050 Crimp machine operator´s manual E-EQCR-TT003-E2 May 2019
Tooling installation/removal - adapter
and large bore dies (die-key)
General notes for crimping
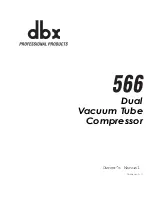
Tooling installation with die key
1. Retract the crimp dies completely.
2. The site holes, figure (A) should be exposed and accessible.
3. Turn off the machine on the main switch.
4. Insert and hold (depress) the die key in hole (A).
5. Insert the crimp die segment as shown with the holding pin
in the bore hole B.
6. Release the pressure on holding pin A by pulling out the
die key.
7. This die should now be securely connected.
8. Repeat same procedure for each die.
9. Upon completion, restart machine.
Tooling removal with die key
1. Partially open the crimp head leaving site holes (A) exposed.
2. Turn off the machine on the main switch.
3. To remove the crimp dies hold the crimp die to be changed in
one hand. With the other hand push and hold the die key in
the bore hole A in the base die C.
4. Remove the die and release the pressure on holding pin A by
pulling out the die key.
5. Remove the remaining die segments using the same
procedure.
6. Restart the machine.
A B
C
Die
key
Note: Failing to turn off machine prior to inserting die key may result
in injury or damage to machine.
!
Attention: Always insert a full set of matching dies.
!
Attention: When crimping with base dies only, the uncrimped coupling
diameter cannot exceed crimp range (6"/160mm).
!
Check the achieved crimp diameter after the first crimp.
If there are discrepancies between actual size, ovality and
specification value an offset adjustment must be entered.
(See page 15 for instructions). Differences may occur due to
spring back of the fitting socket after the crimping, as a result
of hose or fitting tolerances, or differing material hardness of
the fittings.
Die key