





























For Service Engineer
Service Information
SI1705004E-00=SIGMA-G5SII Service Manual
77/273
2.7.3.1.
《
Example: In the case that the nozzle does not touch the jig
》
In the case that the nozzle is lowered (in the plus (+) direction) using the HL-axis manual axis
operation, and the position where the clearance between the nozzle and jig is as close as "0" (felt
by hand) is confirmed
Select
"
DVC Check
"
and
"
MOTOR
"
in this order and select
"
Operation
"
in the
"
Motor
"
window. Then, select
"
1
"
in the
"SELECT BLOCK"
and then select
"
HL
"
.
Select "Relative" and click the value box for the "Incr (mm,deg)". The "Ten-key" window opens.
Enter "0.02" in the box and click "Set". The "Incr (mm,deg)" value will be changed to
"
0.02
"
.
Click
"
+
"
in the
"Single operation" box
and press the [START] button on the operation panel.
The HL-axis is move down by 0.02mm.
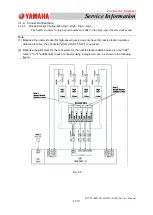
2.8. System Data Editing Procedure
(1) Refer to the following procedure for the parameter change on the Machine System
data.
In the "Sys. Setting" window (Operation Sequence: Select "Maint.", "Supervisor" and
"Sys. Setting" in this order), editing for each of various settings is available.
For some operations, the operation in the "Debug" mode is required.
Refer to "2.9 Change Procedure to Debug Mode" for the transfer procedure to the
Debug Mode.
(2) In this section, the operation procedure is described taking an example of the "Cut
operation Set-up".
When the "Block 1 Cutter" stops functioning, this function is set to "Temporarily
Disable".