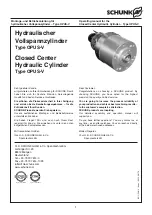



























Nach Überprüfung des Maschinen-Zylinderflansches wird der
Zylinder vorzugsweise mit Hilfe der rückseitigen Durchgangs-
schrauben festgeschraubt (Lösung 1). Die Befestigungs-
schrauben werden zuerst leicht angezogen und anschließend
der Zylinder, wenn notwendig, auf die exakte Zentrumslinie
der Maschine ausgerichtet. Es sollten folgende Werte erreicht
werden:
Once the precision of the adaptor has been checked,
assemble the cylinder on the adaptor itself, preferably using
the rear fixing screws (solution 1). First tighten the screws
slightly, then center the cylinder so that the rotation takes
place according to the following precision criteria:
Anschließend werden die Befestigungsschrauben mit dem
korrekten Drehmoment gem. folgender Tabelle angezogen:
Schraubengröße / Screw nominal
(Nenngröße d. Schraube)
Güte / Class 12.9
F (KN)
M (Nm)
M 8
16
23
M10
26
45
M12
38
77
M16
72
190
M20
110
370
Then tighten the screws fully with the torque values in the
following table:
12
Bild 1
Illustr. 1
Zylindergröße / Size
Zylinder / Cylinder
175
200
Rundlauf des
Zylinderflansches /
Concentricity
A
0.01
0.015
Planauf des
Zylinderflansches /
Flatness
B
0.005
0.010
Lösung / Solution 1
Lösung / Solution 2
Bild 2
Illustr. 2