




























- 91 -
Teraz uchwyt wiertarski można zastąpić kłem obrotowym.
Wprowadzić końcówkę kła do nakiełka i dosunąć ostrożnie na
tyle, aby nie było żadnego luzu. Unieruchomić tuleję wrzecio-
nową za pomocą śruby z przetyczką
3
.
Zmiana wielkości posuwu
Tokarka PD 400 wyposażona jest standardowo w posuw
0,07 mm/obr. Aby zastosować szybszy posuw (0,14mm/obr.),
w skrzyni przekładniowej należy dokonać wymiany koła zęba-
tego osi
Z1
(Poz. 5, Rys. 13) o 20 zębach na koło o 40
zębach. Należy przy tym postępować w sposób następujący:
1. Wyłączyć maszynę wyłącznikiem głównym
25
(Rys. 1) i
otworzyć skrzynie przekładniową
23
.
2. Poluzować śrubę
1
(Rys. 14) i odchylić ramię koła
2
w dół.
3. Usunąć zacisk
3
(Rys. 13).
4. Poluzować oś
4
na czworokącie o 1/2 obrotu. Zamienić
koło zębate
5
o 20 zębach na koło o 40 zębach.
Wskazówka:
Podczas wymiany kół zębatych, przed dokręceniem osi,
pomiędzy zęby należy włożyć pasek papieru gazetowego.
Grubość papieru odpowiada w przybliżeniu wielkości bez-
względnie koniecznego luzu międzyzębnego.
5. Dokręcić z powrotem oś, nałożyć zacisk, odchylić do góry
ramię kół i dokręcić z powrotem śrubę
1
(Rys. 14).
Montaż kół zmianowych do nacinania gwintów
Za pomocą tokarki PD 400 można nacinać 19 różnych gwin-
tów metrycznych (patrz tabela na skrzyni przekładniowej i
Rys. 25) oraz gwinty calowe od 10 do 48 zwojów na cal.
Celem nastawienia skoku gwintu należy odpowiednio zamie-
nić koła zmianowe. Na Rys. 14 zamontowane są koła zmiano-
we dla skoku gwintu 1 mm.
Tabela na skrzyni przekładniowej pokazuje:
w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-.
w oznacza koło zębate na wrzecionie
głównym. Zamocowane jest ono na osi za pomocą wkrętu bez
łba. Z1 i Z2 są to obydwie osie kół zębatych pośrednich.
Przednia liczba oznacza zawsze koło osi zwrócone do nas,
tylna liczba koło tylne. Na oś Z2 nasuwane jest najpierw tylne
koło o 30 zębach a następnie koło przednie o 40 zębach. Na
oś Z1 należy nasunąć najpierw tylne koło o 50 zębach, a
następnie pierścień pośredni.
L
oznacza koło na śrubie pociągowej. Celem wymiany koła
należy odkręcić nakrętkę
6
. Podkładka wyrównawcza
7
posia-
da dokładnie szerokość koła zębatego i należy ją zamontować
przed lub za kołem.
Nacinanie gwintów za pomocą noża tokarskiego
Wskazówka:
Do wykonania poniższych prac przedmiot winien być obrobio-
ny na gotowo i posiadać właściwą średnicę zewnętrzną gwin-
tu. Zalecane jest wykonanie fazy na początku gwintu, a na
końcu gwintu małego rowka. Nóż tokarski do nacinania gwin-
tu należy zamocować dokładnie pod kątem 90Ą.
Uwaga!
Podczas nacinania gwintu należy zawsze pracować przy naj-
mniejszej liczbie obrotów (80/min.), ponieważ w przeciwnym
razie posuw odbywa się zbyt szybko (Niebezpieczeństwo
powstania obrażeń!).
1. Umieścić nóż tokarski w położeniu wyjściowym.
2. Włączyć sprzęgło śruby pociągowej (przekręcić przełącznik
śruby pociągowej
1
(Rys. 15) w prawo).
3. Włączyć maszynę.
4. Dostawić lekko nóż tokarski za pomocą sań poprzecznych.
5. Włączyć suport (dźwignię
2
w dół).
6. Po osiągnięciu żądanej długości gwintu wycofać sanie
poprzeczne i wyłączyć maszynę przełącznikiem kierunku
obrotów.
7. Odczekać do zatrzymania się uchwytu tokarskiego.
Przełączyć przełącznik kierunku obrotów w lewo, aby wyco-
fać suport.
8. Dostawić nóż tokarski od nowa i powtórzyć uprzednio opi-
sane operacje, dopóki nie osiągnie się wymaganej głęboko-
ści gwintu.
Wskazówka:
W czasie całej operacji nie wolno w międzyczasie wyłączać
sprzęgła suportu i śruby pociągowej, ponieważ w przeciwnym
razie nastąpiłoby przesunięcie zwoju gwintu!
Aby poprawić jakość gwintu należy użyć sań narzędziowych.
Dosunięcie noża do nacinania gwintu następuje tak, jak to
uprzednio opisano za pomocą sań poprzecznych. Sanie
narzędziowe należy przy tym przestawić każdorazowo o 0,025
mm (1 kreska) raz w lewo, a następnie w prawo. Wiór w zwoju
gwintu będzie więc zawsze zdejmowany tylko z jednej strony.
Dopiero po osiągnięciu pełnej głębokości gwintu na koniec
należy jeszcze raz skrawać w pełni poprzez nieznaczne dosu-
nięcie.
Nacinanie gwintu lewego
Do celów nacinania gwintów lewych należy zamontować
dodatkową oś z pośrednim kołem zębatym
Z
(Rys. 16) pomię-
dzy
Z2
oraz kołem śruby pociągowej
L
. Na skutek tego doko-
nana zostaje zmiana kierunku obrotów śruby pociągowej. Przy
czym liczba zębów koła nie ma tutaj żadnego znaczenia. Przy
obracającym się w prawo uchwycie suport przesuwa się od
strony lewej w prawo. Gwint należy nacinać również od strony
lewej w prawo.
Summary of Contents for PD 400
Page 1: ...D GB F I E NL DK S CZ TR PL RUSS Manual PD 400...
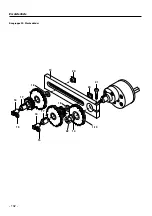
Page 102: ...102 19 14 22 16 15 17 18 18 20 21 1 13 16 15 17 20 Ersatzteilliste Baugruppe 00 Wechselr der...
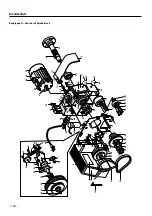
Page 108: ...108 Ersatzteilliste Baugruppe 03 Support...
Page 111: ...111 Notizen...
Page 112: ...Art Nr 24 400 99 PR 704712701 5 J...































































