




























- 89 -
Dobór prawidłowej liczby obrotów wrzeciona
Rozstrzygającą sprawą dla gładkiej powierzchni toczenia jest
między innymi dobór prawidłowej szybkości skrawania. Przy
czym w przypadku toczenia wzdłużnego chodzi o prędkość
obwodową toczonego elementu. Pewną pomoc przy doborze
prawidłowej szybkości skrawania daje tabela na skrzynce
przekładniowej maszyny.
Przy znanej szybkości skrawania „Vc“ i znanej średnicy toczo-
nego elementu „D” wymaganą liczbę obrotów „n” można wyli-
czyć w sposób następujący:
n = V
c
x 1000/ (D x 3.14)
Przykład: Ma być obrabiany element aluminiowy o średnicy
30 mm. Wymagana szybkość skrawania zgodnie z tabelą
wynosi 100 – 180 m/min. Zakładamy 132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 obr./min
Wynik ten można odczytać również bezpośrednio z tabeli na
skrzyni przekładniowej.
Ustawienie liczby obrotów wrzeciona
Liczbę obrotów wrzeciona można po pierwsze zmieniać
poprzez przełączenie silnika (przełącznik stopnia obrotów
1
Rys. 4). Przy czym na skutek tego liczba obrotów jest zmniej-
szana o połowę wzgl. podwajana. Po drugie liczbę obrotów
można zmieniać za pomocą przekładni pasowej.
1. Wyłączyć maszynę na wyłączniku głównym
2
i otworzyć
skrzynkę przekładniową
3
za pomocą klucza imbusowgo.
2. Odkręcić śrubę zaciskową
1
(Rys. 5) o 1/2 obrotu.
3. Przekręcić w lewo śrubę
3
za pomocą klucza imbusowego
2
. W ten sposób odciążone zostaje koło pasowe pośrednie
4
.
4. Następnie zmienić pas zgodnie z Rys. 6.
5. Przekręcić z powrotem śrubę
3
w prawo za pomocą klucza
imbusowego
2
celem napięcia pasa.
6. Wyjąć z powrotem klucz imbusowy
2
i dokręcić śrubę zaci-
skową
1
.
7. Zamknąć z powrotem skrzynię przekładniową
3
(Rys. 4).
Wskazówka:
Może się zdarzyć, iż nie zawsze można uruchomić silnik, gdy
przełącznik stopnia obrotów znajduje się w położeniu II. W
tym wypadku należy uruchomić silnik w położeniu I, a następ-
nie przełączyć do położenia II.
Wybór noży tokarskich
Istnieją różne rodzaje noży tokarskich. Tutaj małe objaśnienie
(patrz Rys. 7):
Noże zdzieraki (1)
stosowane są, aby w krótkim czasie zdjąć
możliwie dużo wiórów (bez uwzględnienia gładkości
powierzchni obrabianej).
Noże wykańczaki lub wykańczaki spiczaste (2)
są stosowa-
ne, aby uzyskać gładką powierzchnię.
Noże tokarskie boczne prawe (3)
wzgl.
lewe
stosowane są
do toczenia wzdłużnego i poprzecznego, jak również do
wytaczania ostrych kątów w lewym wzgl. prawym kierunku
obróbki.
Przecinaki (4)
stosowane są do nacinania rowków i odcinania
obrabianych przedmiotów.
Noże do nacinania gwintów (5)
służą do nacinania gwintów
zewnętrznych.
Noże wytaczaki (6)
służą do wytaczania.
Zakładanie noży tokarskich do imaka nożowego
Do wyposażenia podstawowego tokarki PD 400 należy imak
nożowy wielokrotny (Rys. 8) składający się z bloku imaka
nożowego
1
i dwóch elementów mocujących nóż
2
. Dla uzy-
skania dokładnej powierzchni obrabianej nieodzownym jest,
aby nóż znajdował się dokładnie „w osi“ i aby nóż tokarski był
krótko zamocowany, aby uniknąć wibracji.
1. Włożyć nóż tokarski
3
do elementu mocującego nóż
2
.
Dokręcić mocno obydwie śruby
4
.
2. Włożyć element mocujący noża do bloku imaka nożowego
1
. Ustawić wysokość noża tokarskiego za pomocą nakrętki
5
i zabezpieczyć nakrętką
6.
Przy czym wysokość krawędzi
tnącej należy zgrać z kłem centrującym w koniku.
3. Zamocować element mocujący nóż za pomocą śruby
7
.
Wskazówka:
Poprzez zwolnienie śruby
8
można obrócić cały blok mocu -
jący.
Mocowanie w uchwycie tokarskim
Uwaga!
Należy przestrzegać załączonej instrukcji obsługi producenta
uchwytu tokarskiego!
Uwaga!
Jeśli przedmioty obrabiane mocowane są tylko w uchwycie
tokarskim bez podparcia w koniku, to wystawanie nie może
być większe aniżeli trzykrotna średnica materiału (L = 3 x D),
patrz Rys. 9.
Summary of Contents for PD 400
Page 1: ...D GB F I E NL DK S CZ TR PL RUSS Manual PD 400...
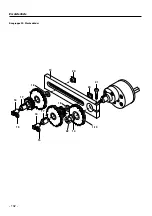
Page 102: ...102 19 14 22 16 15 17 18 18 20 21 1 13 16 15 17 20 Ersatzteilliste Baugruppe 00 Wechselr der...
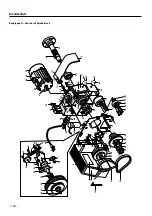
Page 108: ...108 Ersatzteilliste Baugruppe 03 Support...
Page 111: ...111 Notizen...
Page 112: ...Art Nr 24 400 99 PR 704712701 5 J...