






















19
Palmgren Operating Manual & Parts List
84315
OPERATION (CONTINUED)
TURNING PLASTICS
TYPES OF PLASTICS
There are two general groups of plastics. The first includes all phenol
plastics molded under heat and pressure. Bakelite and Formica are
examples. In the second are all catalyst setting plastics of various
bases sold under such trade names as Lucite, Catalin, Cast Bakelite,
Marblette, Tenite and Trafford. Those in the second group are most
generally used for craft work. They are easy to turn, being a little
harder than wood, but much softer than any of the soft metals.
MOUNTING THE WORK
The most useful mounting device is the 4-jaw (metal lathe) chuck.
When this is not available, cylinders can be mounted on a slightly
tapered wooden mandrel. Rods can be mounted between centers,
using either the wood mounting centers or metal mounting arrange-
ments. When the spur center is used, slots should be sawed across
the work.
USE OF WOOD TURNING CHISELS
Standard wood turning chisels are excellent for turning plastics by
means of scraping methods.
•
The tool rest should be slightly below center and the chisel
handle should be held a little higher than the cutting edge to
give a negative rake.
•
Scraping tools should be kept to a minimum. A large contact
area, such as the full edge of the spear-point chisel, will cause
chatter and probable chipping.
•
Properly worked, the chip comes off in a continuous ribbon.
•
In cold weather, plastic may become brittle and should be tem-
pered in warm water for about ten minutes before turning.
USE OF FORMED TOOLS FOR PRODUCTION BEADING AND
SIMILAR OPERATIONS
When a number of identical pieces are to be produced, all having a
distinctive surface pattern, preformed tools will speed the work
and assure uniformity. Patterns like those illustrated can be created
by grinding thin (.020 to .010
″
) gauge aluminum strips. A holder,
like the one shown, can then be used to support any of your pre-
pared strips and to guide it against the workpiece.
TURNING BALLS
Plastic balls are rough turned in the usual manner and then brought
to perfect roundness by using a tube tool. The tube should be slight-
ly less in diameter than the finished size of the ball. It can be brass or
steel, ground square across the end. The tool is used with or without
a rest, and is worked by swinging it from side to side.
POLISHING PLASTICS
Start with sanding.
•
First use 150-grit dry paper to remove tool marks.
•
Then finish off with 150-grit and 400-grit papers, in succession.
These abrasives should be wet.
•
Press lightly to avoid overheating and marring the work.
•
Buffing gives the final polish, using the polishing compounds
commonly supplied for this purpose. Do not press too hard or
hold the wheel at one spot too long – keep moving around –
otherwise the plastic might become heat marked.
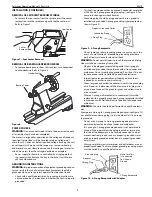
SANDING, BUFFING AND POLISHING
USING THE LATHE TO SAND TURNINGS
•
Turnings should be sanded with the lathe running in second
lowest speed.
•
A large sheet of sandpaper is useful for smoothing cylinders.
•
All other sanding operations are done with a narrow strip of
abrasive paper. The best finishing grit is 3/0 for softwood, 4/0
for hardwoods. Worn 2/0 paper is often used, and is the equiva-
lent of 3/0 or 4/0 new paper.
The application of the sandpaper strip is shown in the illustrations.
•
Care must be exercised in order to prevent dubbing the corners
of beads, shoulders, etc.
Figure 75
Figure 72
Figure 73
Figure 74
Figure 76
Coves
Swing
Wood Fibers
Sandpaper
Sandpaper
Fibers Lifted and Cut Off
































































