


























13
Palmgren Operating Manual & Parts List
84315
OPERATION (CONTINUED)
•
Start with handle low, and raise handle to advance toe into the
work.
•
Cut down to finished diameter of outside area. Then, clean out
the corner by advancing heel of the skew into it along the sur-
face of the outside area.
•
Tilt the cutting edge, with handle raised up so that only the
extreme heel does this cutting.
•
If shoulder is at end of work, the process is called squaring the
end. In this case, reduce outer portion to a diameter about
1
/
4
″
larger than tool center diameter.Then, later, saw off the waste
stock.
CUTTING VEES
Vee grooves can be cut with either the toe or heel of the skew.
•
When the toe is used, the cutting action is exactly the same as
when trimming a shoulder except that the skew is tilted to cut
at the required bevel. Light cuts should be taken on first one
side and then the other, gradually enlarging the vee to the
required depth and width.
•
When the heel is used, the skew is rotated down into the work,
using the rest as a pivot. Otherwise, cutting position and
sequence of cuts are the same. As when using the toe, it is impor-
tant that cutting be done only by extreme end of cutting edge.
•
If deep vees are planned, it is quicker to start them by making a
sizing cut at the center of each vee.
•
Vees can also be scraped with the spear point chisel or a three-
sided file.
CUTTING BEADS
This operation requires considerable practice.
•
First, make a pencil line to locate the tops (highest points) of
two or more adjoining beads.
•
Then, make a vee groove at the exact center between two lines
and down to the desired depth of the separation between the
beads. Be careful not to make the groove too wide or you will
remove portions of the desired beads. The sides of the two
adjoining beads are now cut with the heel of the skew. Use a
1
/
2
″
skew, unless beads are very large.
•
Place skew at right angles with the work axis, flat against the
surface, and well up near the top. The extreme heel should be
just inside the pencil line that marks the top of the bead.
•
Now, draw skew straight back while raising handle slowly –
until edge of the heel at the pencil line starts to cut.
•
As edge begins to cut, roll skew in the direction of the vee so
that the exact portion of the edge which started cutting will
travel in a 90° arc down to bottom of the vee.
•
Upon reaching bottom of the vee, the skew should be on edge.
•
Reverse the movements to cut side of the adjacent bead.
It is important that only the extreme heel should do the cutting.
This means that the bottom edge of the bevel next to the vee
must at all times be tangent to the arc of the bead being formed.
Easier beads can be shaped with the spear point chisel.
•
Use pencil marks and sizing cuts as before.
•
Push the chisel straight into each cut and rotate horizontally to
round off the adjacent edges. It must be moved slightly in the
direction of rotation at the same time to keep the point from
digging into the adjacent bead (see Figure 46).
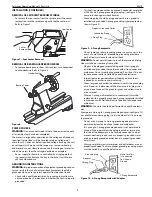
CUTTING COVES (CONCAVES)
This is the most difficult single cut to master – but one of the most
important in good wood turning.
•
First, use pencil marks to indicate the edges.
•
Then, rough out the cove, to within about
1
/
8
″
of the desired fin-
ished surface, by scraping with the gouge or round nose chisel.
If the cove is to be very wide, sizing cuts can be made to plot
the roughing out. Once it is roughed out, the cove can be fin-
ished in two cuts, one from each side to the bottom center.
•
At the start of either cut, gouge is held with handle high and
the two sides of blade held between the thumb and forefinger
of tool rest hand, just behind the bevel.
•
Position the fingers so that they are ready to roll the blade into
cove.
•
Hold blades so that bevel is at 90° angle to the work axis with
point touching the pencil line and pointed into work axis.
•
From this start, depress point slightly to start cut, then continue
to move point down in an arc toward the bottom center cove –
at the same time rolling chisel uniformly so that, at the end of
the cut, it will be flat at the bottom of the cove. The object is to
keep the extreme point of gouge doing the cutting from start
to finish. Reverse these movements to cut the opposite side.
Coves also can be scraped to finish using the round nose chisel or
a rattail file. These methods do not generally produce perfectly
curved coves.
Wrong
Right
Bevel
Figure 43
Figure 44
Swing Tool
Figure 45 – Cutting Beads
Cutting Coves
Pencil Mark
Tool Rest
Gouge
Figure 47
Bevel Tangent To Work
Start
Finish
Figure 46





























































