
























17
Palmgren Operating Manual & Parts List
84315
OPERATION (CONTINUED)
Once made, such chucks are permanent useful fixtures for turning
balls, goblets, etc. In use, the wood stock for turning is turned be-
tween centers to produce a tenon at one end which will be a driving
fit in the hole of the chuck. When mounted in the chuck, the work-
piece is substantially supported for any faceplate type of turning.
TURNING CYLINDERS
Stock for cylinders should be mounted on the screw center or a
small faceplate. The tail stock can be brought up to support the
work while the circumference is being turned and finished.
Afterwards, the tail stock is backed off and the outer end of the
cylinder is recessed, using methods already described for making
deep recesses.
•
After making a recess at least
1
/
2
of the way through the work-
piece, and finishing this on the inside, remove the workpiece
from the lathe.
•
Now mount a short length of softwood stock on the screw cen-
ter and turn this down to form a dowel that will be a tight press
(not driving) fit inside the recessed end of the cylinder.
•
Mount the cylinder on this wooden chuck, and recess the
unworked end deep enough to form a perfect hole through
the entire cylinder.
RECHUCKING
Rechucking is the general term used to describe any additional
work mounting that is necessary to complete a turning project.
The method of working cylinders, and the use of a plug chuck as
already described are typical examples. Another good example is
the rechucking of a bowl.
•
The work is mounted on a wood backing block secured to the
large faceplate and it is turned in the usual manner. All surfaces
are cut except the back side (which is against the mounting
block). The work is then removed from the mounting block.
•
An auxiliary chuck of softwood is now made in the same man-
ner that the cylinder chuck is made. This chuck must have a
turned recess properly sized to accommodate the rim of the
bowl in a tight press fit.
•
When the bowl is mounted in this chuck, the bottom can be
cleaned off and slightly recessed to complete the desired
contours.
TURNING A RING
One method of turning a ring requires a spindle chuck.
•
The work stock is first mounted to a backing block held by the
large faceplate and is turned to shape on the outer side. The
inside diameter of the ring is also shaped – all the way through
to the backing block.
•
The work is then removed from the backing block.
•
A spindle chuck is now prepared so that it will be a tight press
to fit inside the ring.The ring is reversed and mounted on this
chuck. With the ring mounted, the remaining contours can be
turned to shape.
Another method of turning a ring makes use of a recessed chuck.
•
The work stock is mounted on a screw center and one half of
the ring is formed, but the ring is not cut away from its center.
•
The stock is then removed, and a recessed chuck – mounted on
the large faceplate – is prepared to receive the ring in a tight
press fit.
•
After being chucked, the remaining face of the ring can be turned
to the proper contour, thus cutting away the center portion.
•
In work of this type, take constant measurements or, better yet,
use a template to guard against over or under cutting.
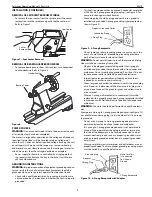
TURNING BALLS
•
Wooden balls of large size are first roughly turned between
centers, using standard procedures.
Figure 61
Figure 62
Figure 63
Figure 64
Figure 66
1
2
3
4
Figure 65

























































