OPTIMUM
M A S C H I N E N - G E R M A N Y
Operation
Version 1.0.1 dated 2015-05-27
Page 51
Original operating instructions
TU3008 | TU3008V
GB
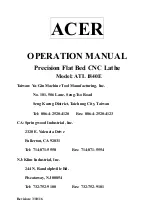
Polished section for recessing and cutting off
(for chip angle refer to table)
Img.4-30:
Polished section recessing and cutting off
Img.4-28:
Negative apex
angle for rough-
ing
The ready-ground major cutting edge must be slightly ground with a grindstone for the plan-
ing.
For the roughing, a small chamfer must be produced with the grindstone in order to stabilize
the cutting edge against striking chips (b
f
= f x 0.8).
Img.4-29:
Stabilize cutting
edge
j
b
f
10°
2°
2°