



























OIL-HYDRAULIC PRESSES WITH TWO UPRIGHTS
OPERATION AND MAINTENANCE MANUAL
21
6.2
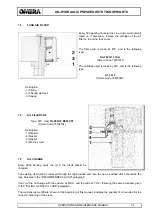
OIL-HYDRAULIC CONTROLS
The machine is not provided with panel-mounted oil-hydraulic devices for normal adjustment and reading of the
pressures set during the operation cycle.
The INDUSTRIAL PC is used to set the working pressure of the various oil-hydraulic devices. Based on the
values entered in the memory, the electronic equipment connected to the INDUSTRIAL PC controls four oil-
hydraulic proportional-control valves, and detects the feedback signal from the three analogic pressure
switches.
These are the pressure values which can be set:
?
the pressure which determines the slide cylinder working power, with values ranging between 315kN and
3150kN (PR1 proportional valve);
?
the pressure which determines the cushion plate cylinder reaction power during the drawing phase, with
values ranging between 125kN and 1250kN (PR2 proportional valve);
?
pressure of slide downstroke speed (PR3 proportional valve).
?
the pressure which determines the ejector cylinder reaction power during the drawing phase (PR4
proportional valve).
ATTENTION :
For correct entering of data, consult the INDUSTRIAL PC programming manual.







































































