





















60 cycle power use V-belts No. 49-175 68" long in
conjunction with the 7" motor pulley No. 1604.
To replace the V-belts, remove the hexagon nuts
and split lockwashers on the ends of the eye bolts
which project above the tie bar of the motor bracket
assembly. The V-belts can then be easily removed
from or installed on the cutter head pulley through
the opening in the right-hand column.
The correct belt tension is such that the V-belts
can be flexed approximately 1 inch out of line, using
finger pressure midway between the cutter head pulley
and the motor pulley.
To obtain the correct belt tension adjust the hexa
gon nuts on the eye bolts below the tie bar. The weight
of motor will give the V -belts the tension desired.
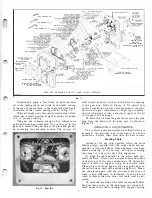
CUTTER HEAD PULLEY
PLUMB LINE
PULLEY
ALIGNING MOTOR PULLEY WITH CUTTER HEAD
PULLEY
Fig.
8.
After making all the adjustments necessary, place the
split lockwashers and hexagon nuts on the ends of the
eye bolts which project above the tie bar and tighten
them securely. Remount the belt guard cover plate
on the right-hand column and the end panel on the
sub-base assembly. Refer to Figs. 6 and 7.
LUBRICATION
The table rollers (idlers) and the thrust type ball
bearings of the elevating screws have been packed
with oil or grease before assembly at the factory and
need no further lubrication for their entire life.
The cutter head runs in two single row sealed and
shielded ball bearings which are prelubricated for their
entire life.
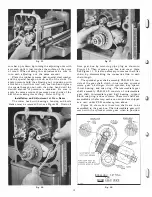
6
Fig.
9.
Raising Mechanism View from Beneath Base Casting.
The raising gears and elevating screws of the table
have been generously greased at the factory when
assembled. The gears and elevating screws of the
raising mechanism are readily accessible for additional
lubrication when required. Refer to Figs. 9 and 1 0.
The four guide blocks which carry the serrated in
feed and smooth out-feed rolls have porous bronze
bushings pressed into them. These bushings hold ap
proximately 30 per cent of their volume in oil, by the
oil seeping into the voids of the bushing material.
These bushings have been saturated with oil before
assembling the machine, consequently they will run
a considerable length of time without adding lubrica
tion. We suggest occasionally oiling these bushings
by removing the special hexagon lock nut and hexagon
socket adjusting screw, using the 5/16" hexagon wrench
SP-4, from each guide block assembly. The oil holes
are drilled through the guide block, but not through
the porous bronze bushings. Refer to Figs. 1 3 and 19.
Since these bushings are porous the oil is allowed
to seep slowly through the bushing material replacing
the oil which may have been lost from each porous
bronze bushing. By allowing the oil to seep through
the porous bronze bushings instead of having the
bushing drilled for oil, it is possible to prevent the
entrance of any dirt, dust, grit or any other type of
abrasive material from entering these bushings and
cause excessive wear. We suggest using a good grade
of SAE 40 oil which is suitable for these bushings.
Fig.
10.
Lubricating Gears of Raising Mechanism.
Summary of Contents for Milwaukee PM-1738
Page 1: ...13x5 INCH DELTA MILWAUKEE 7 7 1M rJ6fiUAKJ PM 1738 ...
Page 2: ......
Page 27: ......
Page 28: ......







































































