




























cylinder, and measure across the gage contact
points with an outside micrometer, with the
gage at the same zero setting when removed
from the cylinder (figure 3).
3. If dimension “A” is larger than dimension “ B” by
0.13 mm (0.005 inch), the cylinder should be bored
for oversized piston and rings.
• If relatively few bores require correction, it will
not be necessary to rebore all cylinders to the
same oversize in order to maintain engine bal
ance. All oversize service pistons are held to
the same weights as standard size pistons.
4. Fine vertical scratches made by ring ends will not,
by themselves, cause excessive oil consumption;
therefore, honing to remove them is unnecessary.
5. If the bore is glazed but otherwise serviceable,
break the glaze lightly with a hone and replace the
piston rings. Refer to “ Honing.”
• Make sure the honing stones are clean, sharp,
and straight. Move the hone slowly up and
down to produce a 45 degree cross-hatch pat
tern. Clean the bore thoroughly with soap and
water. Dry and rub in clean engine oil, then
remeasure.
6. If honing is not required, the cylinder bores should
be cleaned with a hot water and detergent wash.
Apply clean engine oil to the bore after cleaning.
CYLIN D ER BORE
R EC O N D ITIO N IN G (ALL EXCEPT
2 .2L ENG INES)
1. Measure the cylinder bore for out-of-round and
taper, as outlined previously.
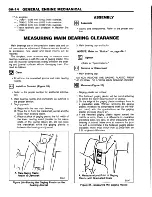
2. Refer to figure 2. Measure for wear at the top of
the bore (point “A” ) and the bottom (point “ B” ).
• Cylinder bores can be measured by setting the
cylinder gage dial at zero in the cylinder at the
point of desired measurement. Lock the dial
indicator at zero before removing it from the
cylinder, and measure across the gage contact
points with an outside micrometer, with the
gage at the same zero setting when removed
from the cylinder (figure 3).
3. If the cylinders are found to exceed the specified
out-of-round or taper, honing or boring will be nec
essary. Any cylinders that were found to have less
than 0.13 mm (0.005 inch) wear or taper may not
entirely clean up when fitted with a high limit pis
ton. If it is desired to entirely clean up the bore in
these cases, it will be necessary to rebore for an
oversize piston. If more than 0.13 mm (0.005 inch)
taper or wear, they should be bored and honed to
the sm allest oversize that will permit complete
resurfacing of all cylinders.
4. Fine vertical scratches made by ring ends will not,
by themselves, cause excessive oil consumption;
therefore, honing to remove them is unnecessary.
5. If the bore is glazed but otherwise serviceable,
break the glaze lightly with a hone and replace the
piston rings.
• Make sure the honing stones are clean, sharp,
and straight. Move the hone slowly up and
down to produce a 45 to 65 degree cross-hatch
pattern. Clean the bore thoroughly with soap
and water. Dry and rub in clean engine oil, then
remeasure.
6. If honing is not required, the cylinder bores should
be cleaned with a hot water and detergent wash.
Apply clean engine oil to the bore after cleaning.
BORING
1. Before the honing or reboring operation is started,
measure all new pistons with the micrometer con
tacting at points exactly 90 degrees from the piston
pin centerline. Some pistons must be measured at
a specified distance from the piston crown. Refer to
the proper section for additional instructions. Then
select the smallest piston for the first fitting. The
slight variation usually found between pistons in a
set may provide for correction in case the first pis
ton is fitted too loose.
2. Before using any type of boring bar, the top of the
cylinder block should be filed to remove any dirt or
burrs. This is very important. If not checked, the
boring bar may be tilted which would result in the
rebored cylinder wall not being at right angles to
the crankshaft.
3. The instructions furnished by the manufacturer of the
equipment being used should be carefully followed.
4. When reboring cylinders, all crankshaft bearing
caps must be in place and tightened to the proper
torque to avoid distortion of bores in the final
assembly. Always make sure the crankshaft is out
of the way of the boring cutter when boring each
cylinder. Crankshaft bearings and other internal
parts must be covered or taped to protect them
during the boring or honing operation.
5. When taking the final cut with a boring bar, leave
0.03 mm (0.001 inch) on the diameter for finish
honing to give the required position to the cylinder
clearance specifications. (The honing or boring
operation must be done carefully so the specified
clearance between pistons, rings, and cylinder
bores is maintained).
J
Important
Summary of Contents for Light Duty Truck 1994 Series
Page 1: ......
Page 11: ...VIEW A p n n n j VIEW C F7554 Figure 10 Hydra Matic 4L60 E Transmission I D Location ...
Page 24: ...NOTES ...
Page 26: ... ...
Page 69: ...NOTES ...
Page 71: ...3 2 STEERING ...
Page 73: ......
Page 84: ......
Page 102: ...40 ...
Page 130: ...NOTES ...
Page 146: ...NOTES ...
Page 162: ...NOTES ...
Page 166: ...Figure 5 Removing the Pinion Flange Figure 6 Pressing the Drive Pinion from the Cage ...
Page 178: ...Figure 3 Spreading the Differential Case Figure 4 Removing the Differential ...
Page 190: ...NOTES ...
Page 202: ...NOTES ...
Page 206: ...F5785 ...
Page 212: ...B Button Moved Out of Bearing Bore F5791 ...
Page 228: ...NOTES ...
Page 232: ......
Page 234: ......
Page 236: ...Adjuster 63 Bolt 64 Lock Figure 10 Turning the Adjuster Plug K3 Models ...
Page 237: ...Figure 13 Removing the Pinion Seal 39 Bearing Cup Figure 16 Removing the Inner Bearing Cap ...
Page 261: ...F7475 ...
Page 267: ...B Button Moved Out of Bearing Bore F5791 ...
Page 294: ...NOTES ...
Page 300: ...NOTES ...
Page 318: ...NOTES ...
Page 322: ...SR207LN2 EDS ...
Page 324: ......
Page 326: ...OVERHEAD OILING AND RETURN MAIN OIL GALLERY N30005 6A2 J EDS ...
Page 368: ...103 153 127 V1200 ...
Page 370: ......
Page 372: ......
Page 374: ...F9375 Figure 7 Engine Lubrication Diagram Engines Without Balance Shaft ...
Page 376: ...Figure 9 Engine Lubrication Diagram Engines With Balance Shaft ...
Page 399: ...V2974 ...
Page 410: ......
Page 412: ...195 196 201 174 252 163 165 164 244 3706r3924 ...
Page 452: ......
Page 454: ...163 164 V1202 ...
Page 456: ...20 21x 302 210 4 0 41 2 5 2 5 1 2 51 4 2 e3 54 3 9 252 252 S 255 255 25 6 256 209 V1196 ...
Page 458: ...100 1 8 4 185 183 177 v 75 201 3706r1204 ...
Page 460: ......
Page 510: ......
Page 512: ...V2131 ...
Page 514: ...110 106 106 103 90 93 89 88 87 86 v 7 7 7 7 j A _ 111 f t 2 a a s 53 49 L 47 46 3706r4751 ...
Page 566: ...NOTES ...
Page 574: ...NOTES ...
Page 618: ...SPECIAL TOOLS ...
Page 620: ...NOTES ...
Page 672: ......
Page 682: ......
Page 686: ......
Page 694: ...RH0213 4L60 E ...
Page 695: ...657 659 m i J 8092 H J 34196 4 3 34196 5 657 658 665 J 23907 J 7004 1 J 8092 RH0214 4L60 E ...
Page 696: ...J 8092 J 34196 4 33 31 J 8092 RH0215 4L60 E ...
Page 697: ...SPECIAL TOOLS ...
Page 698: ...SPECIAL TOOLS ...
Page 758: ...RH0194 4L80 E ...
Page 764: ......
Page 770: ...SPECIAL TOOLS ...
Page 771: ...SPECIAL TOOLS CONT ...
Page 772: ......
Page 775: ......
Page 776: ......
Page 785: ......
Page 804: ...NOTES ...
Page 806: ......
Page 808: ......
Page 822: ...3707r5079 ...
Page 840: ......
Page 848: ...NOTES ...
Page 852: ......
Page 860: ...F5435 ...
Page 866: ......
Page 878: ...F9167 ...
Page 882: ...16 FrontOutputShaft 18 DrivtQNr 19 DrivenGm t 20 DriveChain 22 FrontOutputBearing V2836 ...
Page 890: ...F9168 ...
Page 908: ......
Page 919: ......

























































