CT34002a_e.doc / Nov-15
Page 10 / 42
4.
Functional description
4.1.
Principle of operation
When a cutting process needs synchronous circumferential speed of the cutting tool with the
line, the only length that can be cut is the one corresponding to the circumference of the cutting
roll (at constant rotational speed). Change of the cutting length needs exchange of the cutting
roll against another one with appropriate diameter.
The CT340 and CT641 controllers use a two-speed principle featuring full synchronism while
the cut is in progress, but taking a different roll speed when the tool is outside the cutting zone
(where synchronism is not necessary). So, in terms of one revolution of the roll, we are talking
about two speed zones: The “synchronous cutting zone“ (which is register settable) and the
“asynchronous zone“ where the roll follows a speed profile calculated in order to get the
desired cutting length. The speed profile of the “asynchronous zone“ is calculated in a way that
the physically possible minimum of acceleration and deceleration torque is applied to the drive
with respect to actual line speed and preset cutting length.
All speed transitions use self-optimizing S-shape profiles for minimum wear and tear of all
mechanical parts, unless a linear ramp form has specifically been selected by corresponding
parameter setting.
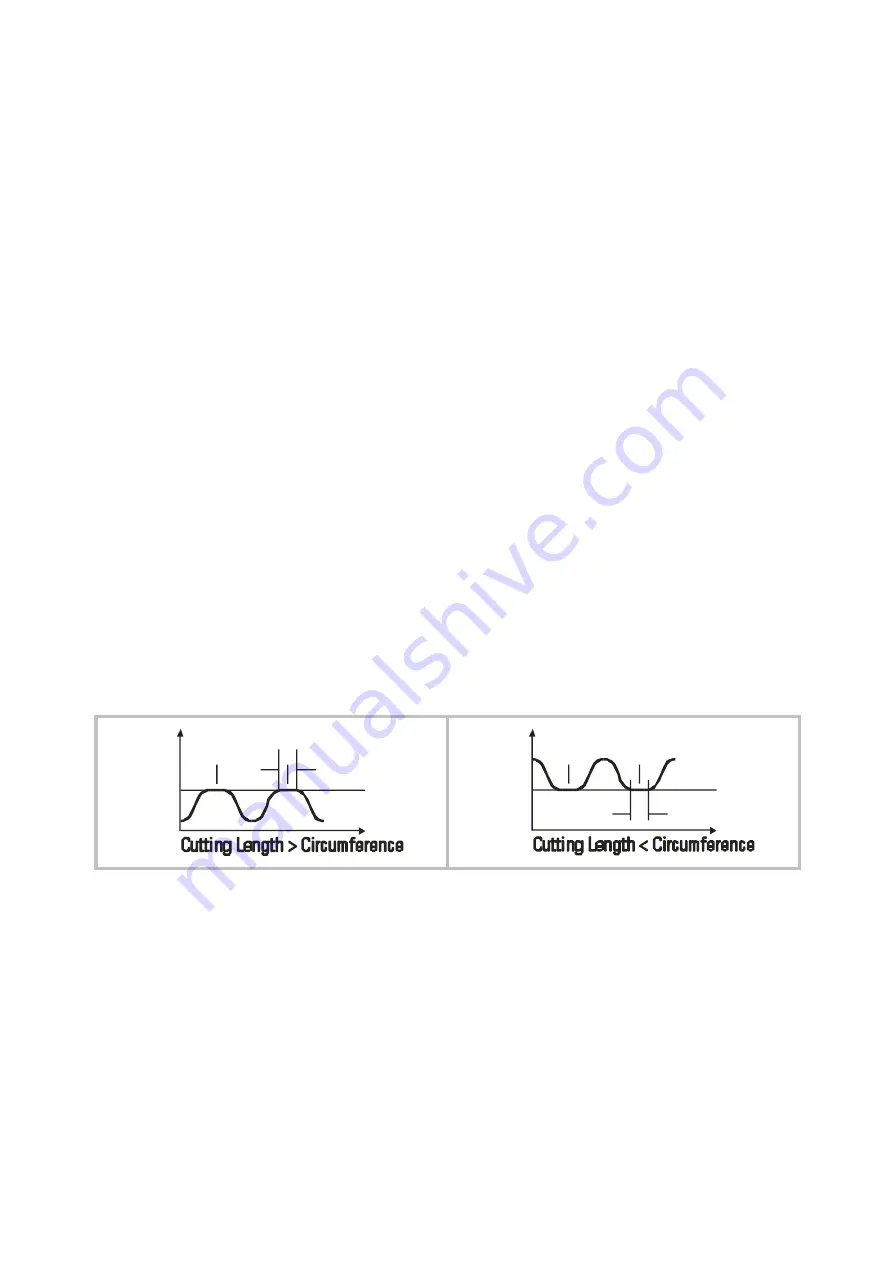
With length settings smaller than the roll circumference, the “asynchronous zone” will take
higher speeds than the “synchronous zone”. With length settings longer than the
circumference, the asynchronous speed will be lower and the drive can even go to a temporary
standstill if necessary. The figure below shows two typical speed profiles:
Cut
V
Line
Sync Zone
t
Cut
V
Line
Sync Zone
t
Continuous closed loop control of the relative roll position with respect to the length progress
of the line, combined with a short update time provide best cutting accuracy and exceptional
smooth motion of the cutting roll at any time.
It is a must to use a 4-quadrant drive or a servo drive for the cutting roll, because the CT340 /
CT641 must be able to accelerate and decelerate the roll under real closed loop conditions.
However, no special requirements are necessary for the line drive for full performance.