
























Removing the Tool Holder from the Cutter Head
KVAL Operation Manual
5-14
How to Change a Tool Bit
1.
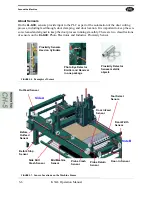
Set the tool in the Tool-Change Tightening Fixture.
Quick Release will
snap into place after
collet is inserted into
base
Tool-Change Fixture
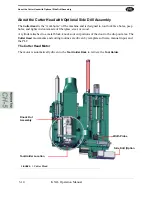
V-Flange:
Flat Edges are
Orientated in Line
with Knob
Fully Assembled Tool
Locked in to Place
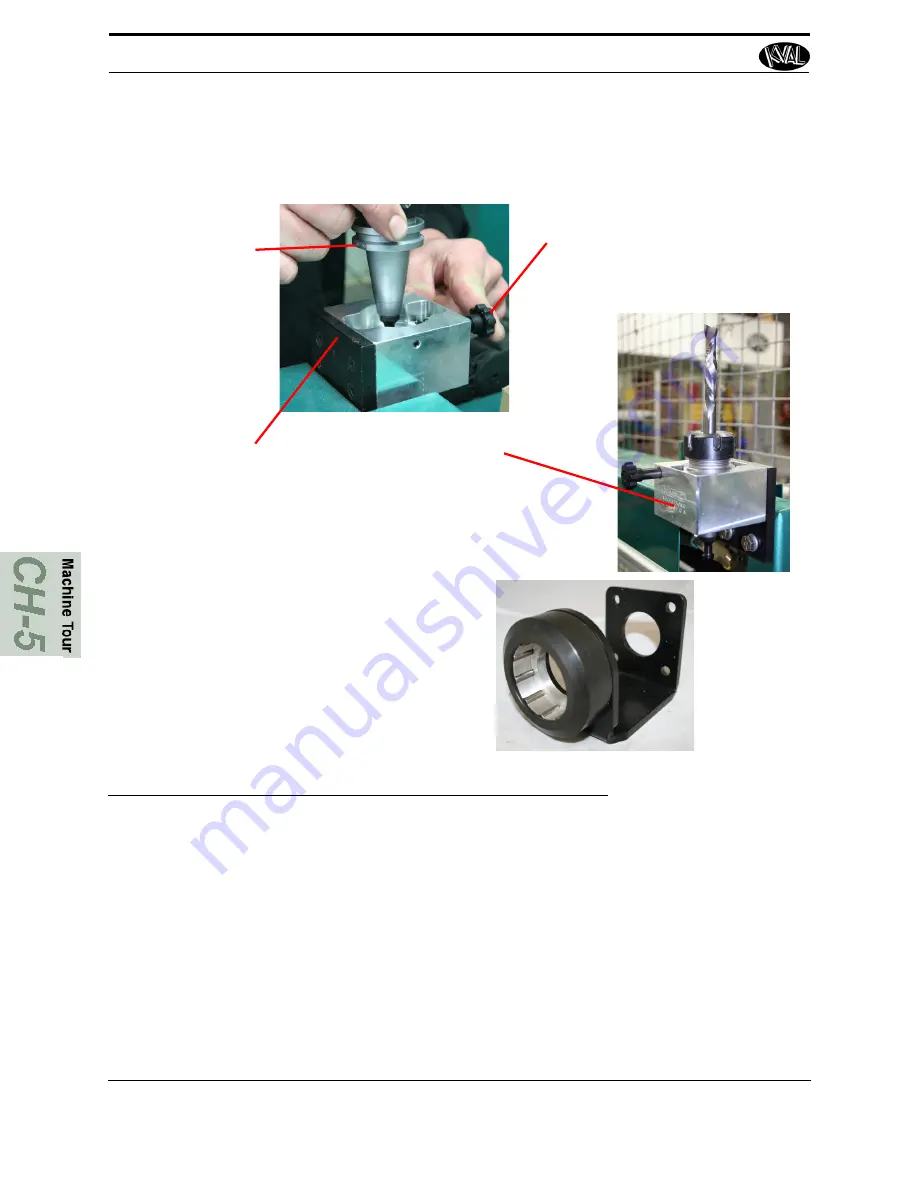
For
HSK Tool Holders
, follow the same steps in
this section, except use this fixture.
Note:
There is no quick release on this model. The
collet nut will snap into place automatically when
aligned correctly.
FIGURE 5-3.
Using Tool Change Fixture
2.
Use the collet wrench to loosen the collet nut, freeing the bit.
3.
Remove the old bit, clean the collet with compressed air.
Note:
Never use a torque wrench to loosen hardware. It could damage the wrench.
4.
Check collet for bluing or damage
Note:
Bluing is a condition that occurs when the collet is overheated. The overheating
causes the metal to turn blue. If bluing occurs, the collet must be scrapped.
5.
Reassemble the tool. When assembling, bottom out tool and back up about 1/4'' to
ensure the correct distance.
Tool should not stay bottomed out.
Note:
The collet should snap into place into the collet nut
Содержание DL-NCD
Страница 10: ...KVAL DL NCD Operation Manual Table of Contents ...
Страница 28: ...How to Download the Service Application KVAL Operation Manual 1 18 ...
Страница 30: ...Safety Sign Off Sheet KVAL Operation Manual 1 20 ...
Страница 62: ...About the LiteCutout Feature Detail KVAL Operation Manual 2 32 ...
Страница 94: ...Appendix About Backing up the Data KVAL Operation Manual 3 32 ...
Страница 118: ...Appendix Servo Motor Drive Assembly Locations KVAL Operation Manual 4 24 ...
Страница 139: ...About the Electrical Panels KVAL Operation Manual 5 21 I ...
Страница 142: ......
Страница 143: ......







































































