











Operator’s Station
KVAL Operation Manual
5-3
Operator’s Station
The user interface allows the operator to use a touch screen to control the door cutting process,
auto-run, manually run the door, store door profiles, and use diagnostics to help troubleshoot the
DL-NCD
.
The
Operator Station
may contain the operator interfaces for one or more of the machines in the
production line. For example, shows an operator station with interfaces for an ON-3 Feeder.
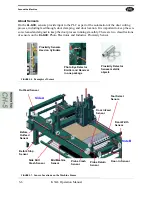
Touch Screen Interface:
KvalCam interface.
Main Control Panel:
Power -Up and Power
Down machines. Start and stop the door pro-
cess, pause doors in the Feeder and Stacker.
Emergency Stop.
See “Initial Powering Operations for the Machine
Line” on page 3-4
Keyboard:
Enter data and interact with
Touch Screen.
Control Circuit:
Turns on the
circuit to give the machine
power.
Start/Stop:
Start the machine
or stop the machine. Similar to
a soft boot-up on a computer.o
E-Stop:
Sops all functions and
powers down the machine in an
emergency situation.
FIGURE 5- 2.
Operator Station
Содержание DL-NCD
Страница 10: ...KVAL DL NCD Operation Manual Table of Contents ...
Страница 28: ...How to Download the Service Application KVAL Operation Manual 1 18 ...
Страница 30: ...Safety Sign Off Sheet KVAL Operation Manual 1 20 ...
Страница 62: ...About the LiteCutout Feature Detail KVAL Operation Manual 2 32 ...
Страница 94: ...Appendix About Backing up the Data KVAL Operation Manual 3 32 ...
Страница 118: ...Appendix Servo Motor Drive Assembly Locations KVAL Operation Manual 4 24 ...
Страница 139: ...About the Electrical Panels KVAL Operation Manual 5 21 I ...
Страница 142: ......
Страница 143: ......