





























– 202 –
3. There is no coincidence between
3-1) Inadequate adjustment of the
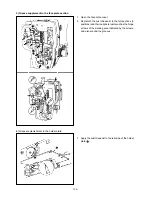
Adjust the position of X origin sensor.
the input origin and the sewing origin.
X origin sensor
3-2) Inadequate adjustment of the
Adjust the position of Y origin sensor.
Y origin sensor
4 Feeding action does not stop even
4-1) Inadequate adjustment of the
Adjust the position of X origin sensor.
after exceeding the sewing range.
X origin sensor
4-2) Inadequate adjustment of the
Adjust the position of Y origin sensor.
Y origin sensor
5. The amount of lifting is small for the
5-1) Inadequate adjustment of the
Adjust the height of the presser.
outer frame of the cloth presser.
height of the presser
6. The outer frame of the cloth presser
6-1) Inadequate adjustment of the
Adjust the pressure reducer.
cannot be lifted or lowered.
pressure reducer
6-2) Defective board
2-A) The board is out of order.
Replace the board.
2-B) Connector connections are
Check the connector connections.
improper.
6-3) There are inadequate fitting
Examine the positions for greasing.
conditions among the work feed
bar, the link, and the face plate.
The sewing material is not pressed completely by the
outer frame as a whole.
6-4) Supply air pressure is too low.
Adjust the supply air pressure.
6-5) Inadequate adjustment of the
Adjust the regulator.
regulator
6-6) Solenoid valve malfunction
Reolace the solenoid valve.
6-7) Inadequate adjustment of the
Adjust the speed controller.
speed controller
7. The intermediate presser does not
7-1) There are some inadequate
Check for the inadequate fitting and rattling conditions
rise after sewing.
fitting conditions in the intermedi
in the link mechanism.
ate presser link mechanism.
Examine the positions for greasing.
7-2) Intermediate presser variable
Adjust the intermediate presser variable.
is maladjusted.
Trouble
Cause (1)
Cause (2)
Check and corrective measures
To the next page
Содержание AMS-221EHL
Страница 185: ... 181 A JUKI Grease A B JUKI Grease B C Grease A A A A A A A B C C B B B B o MAIN SHAFT NEEDLE BAR COMPONENTS ...
Страница 190: ... 186 o X Y COMPONENTS 1 E C C C C C Grease E Three Bond 3060G Locktight 241 ...
Страница 191: ... 187 o X Y COMPONENTS 2 D D C C C D C C D C Grease D Grease D Locktight 241 ...
Страница 192: ... 188 C Grease D Grease D D C D C C D C D D C C D D D D D C D C o CLOTH FEED MECHANISM COMPONENTS D ...
Страница 231: ... 7 MAIN PANEL board circuit diagram 227 PANEL BOARD MAIN BOARD ...







































































