














Содержание ProPuls 320 Compact
Страница 2: ......
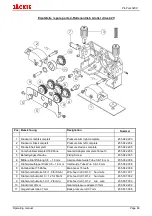
Страница 66: ...ProPuls 320C Operating manual Page 62 25 Ersatzteile spare parts Frontansicht front view...
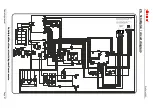
Страница 68: ...ProPuls 320C Operating manual Page 64 Seitenansichten side view...
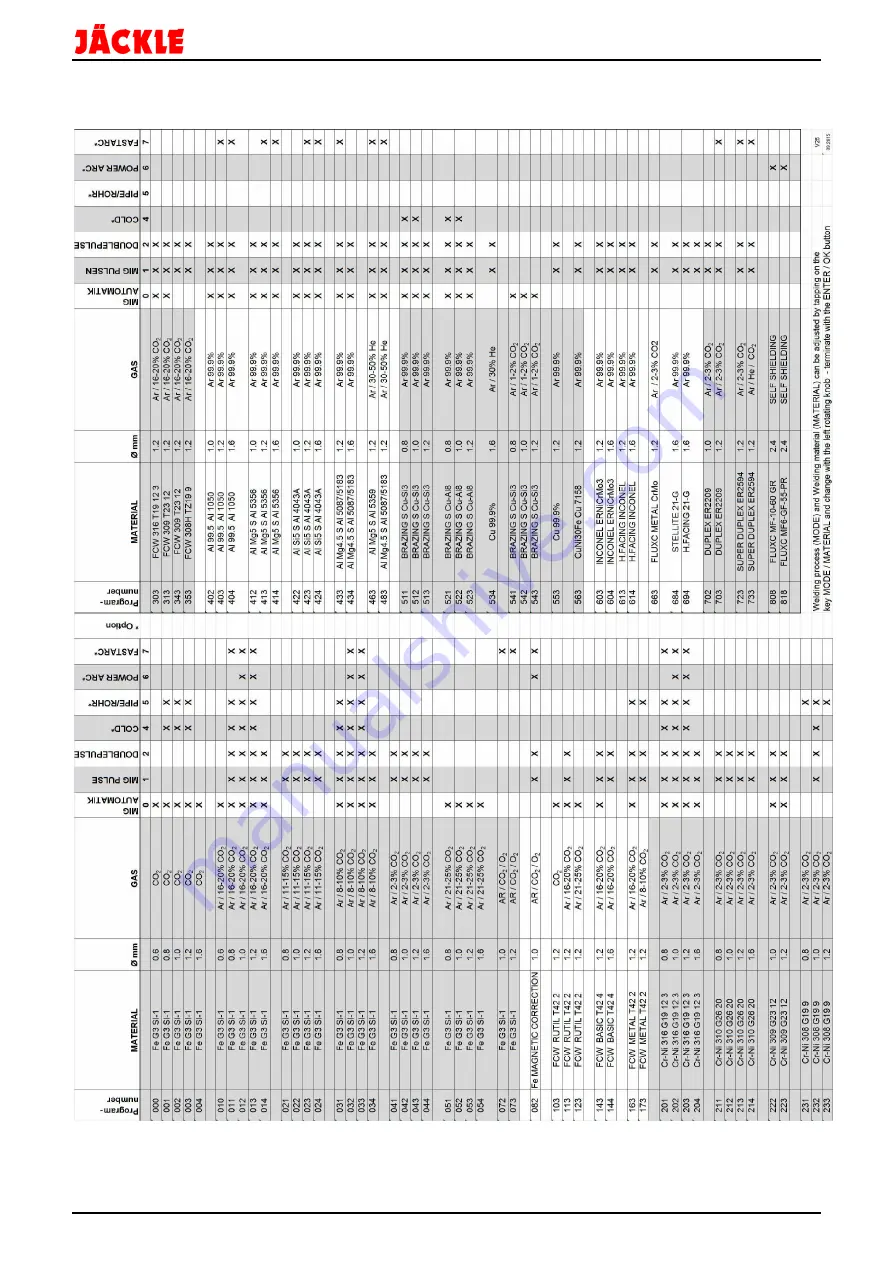
Страница 73: ...ProPuls 320C Operating manual Page 69 27 Schwei programme Program table...
Страница 74: ...ProPuls 320C Operating manual Page 70...
Страница 75: ......







































































