




























ProPuls 320C
Operating manual
Page 53
In this case of the lift-arc principle, the tungsten electrode is placed on the workpiece. This causes a short circuit.
A limited ignition current flows, ionises the gap and ignites the arc upon lifting.
Preparation:
Connect TIG torch with gas valve at the –VE socket and feed in the argon gas over a separate
gas hose.
JÄCKLE ProPuls reduces tungsten inclusions during the contact ignition by means of a gentle rise in the welding
current. Thereby, less heat is introduced. The precise and quick control technology prevents inclusion and
additionally reduces undercut.
With an optional feature at the end of the welding process (raising the torch) the welding current is automatically
reduced. This reduces end craters by reducing the current gently.
Set the machine to the welding process TIG Lift Arc or TIG pulse Liftarc.
The desired welding current can be set.
Furthermore, the following parameters can be changed individually.
Slope up:
Rise time from ignition to the main welding current
Slope down:
Time for power to reduce before stopping
Stop voltage:
Here, an individual voltage can be set to initiate shutdown
Pulse delta:
Level of pulse current in % in relation to main current
Pulse balance:
The balance of the pulse current (positive in relation to negative half-wave)
Pulse frequency:
The frequency of the pulse current
Reference values for tungsten electrodes and the current carrying capacity / however always consult with
manufacturer specifications of the tungsten electrodes.
Tungsten
electrodes
short
marking
Main use
Colour
identifi-
cation
Current carrying capacity of the tungsten electrode at the – pole
and alternating current
1.0
1.6
2.4
3.2
4.0
4.8
WP (WP-
00)*
Pure tungsten
AC/DC
Aluminium
green
<65
<25
45-90
30-90
80-160
80-140
150-190
130-190
180-260
180-270
240-450
250-350
WL - 10
Thoriated 1.0%
DC
high-alloyed
and rust-free steels
yellow
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 20
Thoriated 2.0%
DC
high-alloyed
and rust-free steels
red
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 30
Thoriated 3.0%
DC
high-alloyed
and rust-free steels
purple
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WZ - 40
Thoriated 4.0%
DC
high-alloyed
and rust-free steels
orange
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WZ - 08
Zirconium 0.8%
With zirconium,
low risk of
contamination
white
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WC – 20 *
Ceriated 2.0%
DC and AC/DC
universal
grey
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 10
Lanthanated 1.0%
DC and AC/DC
Universal for the
low current range
black
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 15
Lanthanated 1.5%
DC and AC/DC
Universal for the
low current range
gold
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
WL - 20
Lanthanated 2.0%
DC and AC/DC
universal for the
Low level current
range
blue
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
Lymox *
Mixed oxide
DC and AC/DC
universal
pink
<75
<30
60-160
30-120
150-250
100-210
220-330
150-260
310-490
240-350
460-640
310-450
* the most common electrodes for manual welding operations
18.6 Welding sequences / changing between jobs
A welding sequences is a sequence of successively saved welding - JOBS. The welding jobs must be
consistently saved in the right order (exactly like individual points) and then separated from other welding points
with a space before and after the sequence.
If the sequence is fixed in this way, complex workpieces can be welded without interruption The sequence can
be called up again and is reproducible at any time.
Содержание ProPuls 320 Compact
Страница 2: ......
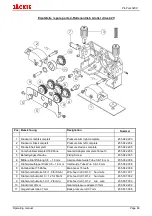
Страница 66: ...ProPuls 320C Operating manual Page 62 25 Ersatzteile spare parts Frontansicht front view...
Страница 68: ...ProPuls 320C Operating manual Page 64 Seitenansichten side view...
Страница 73: ...ProPuls 320C Operating manual Page 69 27 Schwei programme Program table...
Страница 74: ...ProPuls 320C Operating manual Page 70...
Страница 75: ......







































































