





























25
2
INSTALLATION PROCEDURE
302.061
2 - “Bar change advance”
Allows the bar feeder to perform the bar change while the lathe is beginning the machining of the last workpiece.
The bar change starts in advance, without waiting for the end of the machining of the last workpiece and that the
bar pusher has reached point
F
. The bar remnant is ejected with the new bar.
Conditions required.
- Set the interface signal 85, “LOADING CYCLE”, to position 1 (=NC), which is already set by default, then set
parameter 21
, “FEEDING HANDLING”, to mode 2
- Use the “LOADING CYCLE” signal from the lathe (if available).
Description of how the stages take place:
– The lathe receives the "BAR END" signal with the above conditions.
– the bar feeder actuates the bar pusher return, inserts the new bar into the guide channels and waits for the “FE-
EDING” and “BAR CHANGE” signals.
– the lathe has machined the last workpiece, so it enters the subprogram (bar stop removal) and the “FEEDING”
and “BAR CHANGE” signals appear on the display.
– The new bar, in its forward movement, ejects the bar remnant and moves to the facing position.
This is the maximum time span of the “FEEDING” (“OPEN COLLET”) phase.
If for any reason the feed enabling signal (the “FEEDING” signal from the la-
the) for the bar feeder exceeds the set time, the bar feeder goes into “ALARM.
Maximum machining time of a piece.
If for any reason the workpiece machining takes longer than the set time, the
bar feeder goes into “ALARM”.
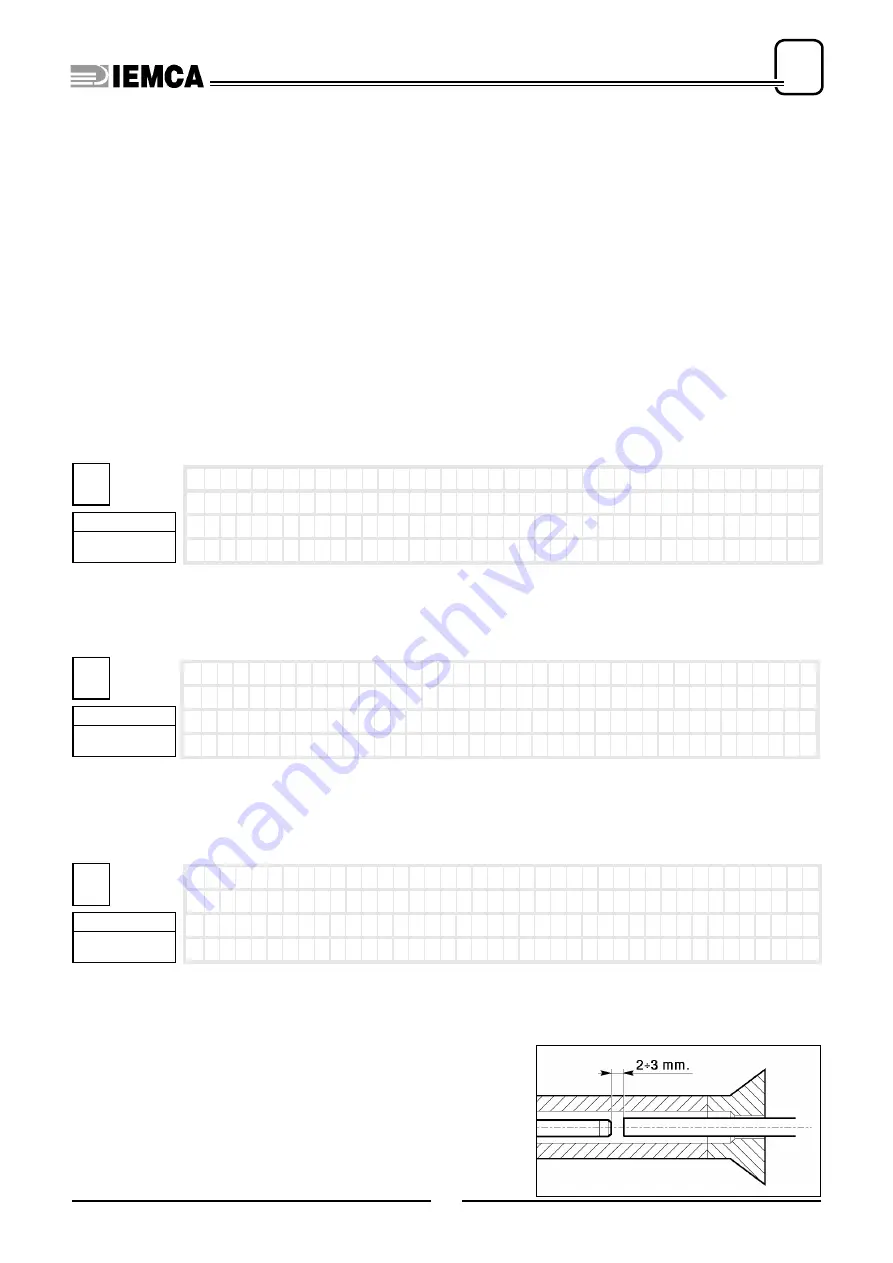
Controls the bar-pusher backwards movement occurring during
lathe “COLLET CLOSING” phase.
For fixed headstock and sliding steady rest lathes
; set a few
millimetres shift, to avoid any contact between the bar-pusher and
the bar during machining.
22
Phase
machining
: > 0
( s e c )
n o . 2 2
O p e n
c o l l e t
t i m e o u t
23
Phase
machining
: > 0
( s e c )
n o . 2 3
Wo r k p i e c e
t i m e o u t
25
Phase
machining
: > 1 0
( mm )
n o . 2 5
b a r p u s h e r
r e t u r n
c o l l e t c l o s e d
31.059 Ec.1
Содержание VIP 80
Страница 1: ...REL DATA COD S N VIP 80 MANUAL FOR USE AND MAINTENANCE GB 1 03 11 99 805005440 ...
Страница 28: ...HANDLING AND INSTALLATION 4 25 302 028 ...
Страница 52: ...MACHINE MAINTENANCE 7 302 028 49 7 2 3 Lubricating points fig 4 Lubricate Lubricate 4 28_063_3 bmp ...
Страница 61: ...PUSH BUTTON PANEL OPERATION GUIDE GB 03 11 99 VIP 80 AUTOMATIC BAR FEEDER ...
Страница 64: ...2 302 061 ...
Страница 74: ...12 1 GENERAL INFORMATION 302 061 ...
Страница 136: ......
Страница 138: ......
Страница 142: ...302 061 B ...
Страница 144: ......
Страница 148: ......
Страница 150: ......
Страница 152: ......







































































