





























19
2
INSTALLATION PROCEDURE
302.061
With each feed, it checks that the bar feeding corresponds to
the value set at
parameter 6
while remaining within the tole-
rance set at
parameter 4
. If for any reason this does not hap-
pen, when the lathe disables the “FEEDING” signal the bar
feeder goes into “ALARM”.
Set the tolerance.
INFORMATION: this control is not active for the first pie-
ce during the bar change phase, nor for the first piece when
switching from manual cycle to automatic cycle.
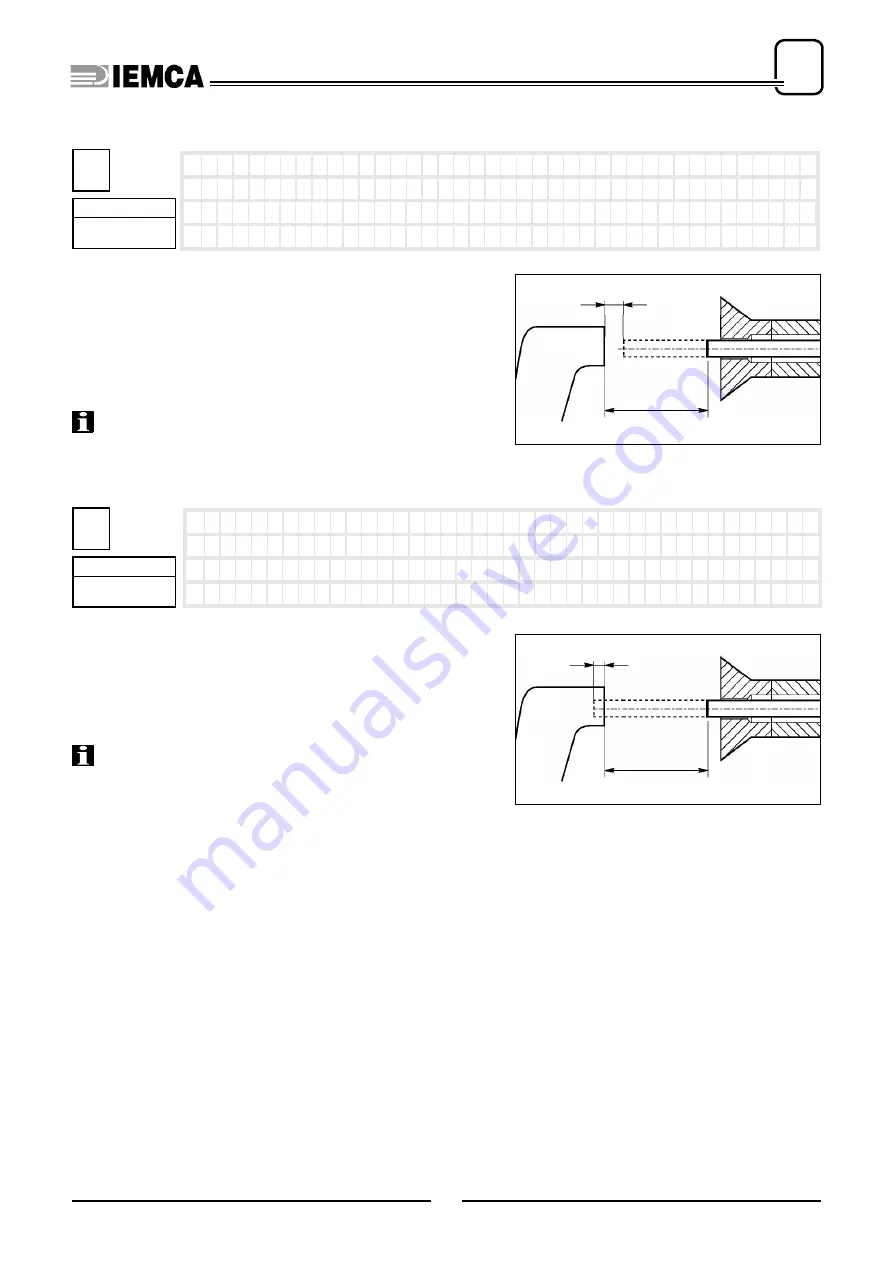
With each feed, it checks that the bar feeding does not exceed
the value set at
parameter 6
, added to the value set at
para-
meter 5
. If for any reason this does not happen, the bar feeder
goes into “ALARM”.
Set the tolerance.
INFORMATION: On sliding headstock lathes, this parame-
ter can be used to check for tool damage. Set this value to a few
millimetres (max. 5 mm).
: >
0 ( mm )
0 ( i n c h e s )
n o . 4
S h o r t
f e e d
s a f e t y
4
Phase
machining
IDM - 61.024 Ec.0
parameter 4
parameter 6
5
Phase
machining
: >
0 ( mm )
0 ( i n c h e s )
n o . 5
L o n g
f e e d
s a f e t y
IDM - 61.025 Ec.0
parameter 5
parameter 6
Содержание VIP 80
Страница 1: ...REL DATA COD S N VIP 80 MANUAL FOR USE AND MAINTENANCE GB 1 03 11 99 805005440 ...
Страница 28: ...HANDLING AND INSTALLATION 4 25 302 028 ...
Страница 52: ...MACHINE MAINTENANCE 7 302 028 49 7 2 3 Lubricating points fig 4 Lubricate Lubricate 4 28_063_3 bmp ...
Страница 61: ...PUSH BUTTON PANEL OPERATION GUIDE GB 03 11 99 VIP 80 AUTOMATIC BAR FEEDER ...
Страница 64: ...2 302 061 ...
Страница 74: ...12 1 GENERAL INFORMATION 302 061 ...
Страница 136: ......
Страница 138: ......
Страница 142: ...302 061 B ...
Страница 144: ......
Страница 148: ......
Страница 150: ......
Страница 152: ......







































































