
























page
10
of
62
3DGence DOUBLE P255 | version 09.2018
4.3.1. Specification of connection
The electrical characteristics of the 3DGence DOUBLE P255 are shown below (tab.2.3). The connection should be adapted to
the given values.
➢
DOUBLE P255 printers with a serial number that begins with the symbol: DOUB
(the printer's serial number is located on a sticker located on the back of the printer and it is preceded by the symbol: S/N).
Voltage:
220-230V AC;
Frequency:
50-60 Hz;
Network with a protective earth lead (PE), protected with a fuse of a rated current intensity not less than 16A;
Rated power consumption:
600 W (maximum instant power consumption: 1.9kW);
Current intensity:
~2,6 A (8 A).
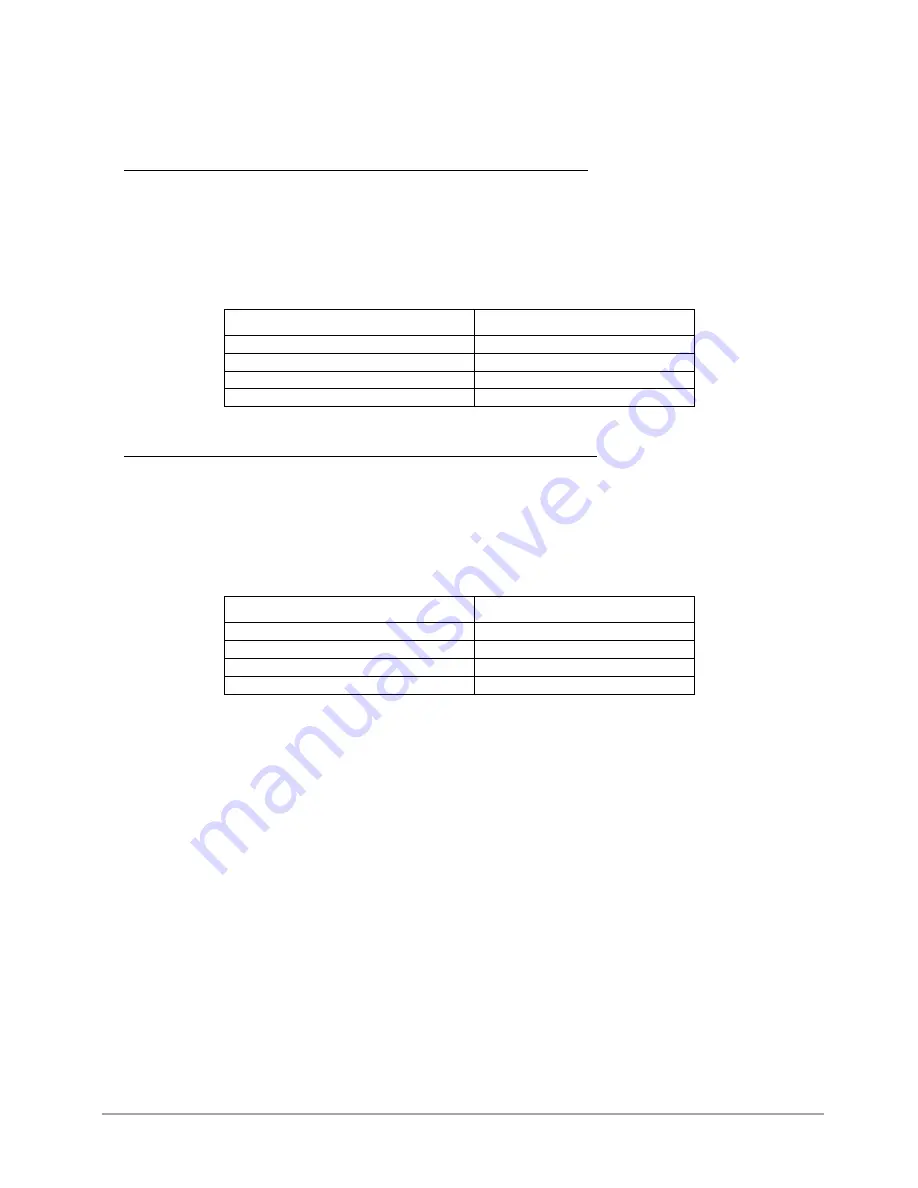
Tab. 2 Electrical characteristics of devices with a serial number beginning with the "DOUB" symbol
Working condition
Power consumption of the device
Standby
4 W
Warming up
500 W
Printing
120 W
Maximum instant power consumption
1900 W
➢
DOUBLE P255 printers with a serial number that begins with the symbol: DOUBA
(the printer's serial number is located on a sticker located on the back of the printer and it is preceded by the symbol: S/N).
Voltage:
110V AC;
Frequency:
50-60 Hz;
Network with a protective earth lead (PE), protected with a fuse of a rated current intensity not less than 16A;
Rated power consumption:
600 W;
Current intensity:
~5 A.
Tab. 3 Electrical characteristics of devices with a serial number beginning with the "DOUBA" symbol
Working condition
Power consumption of the device
Standby
4 W
Warming up
500 W
Printing
120 W
Maximum instant power consumption
600 W
4.4. Before starting the printer
Each time before starting the printer, make sure that the following conditions are met and the following actions have been
performed:
•
check the conduits for abrasion or other visible defects. If the conduits are damaged, notify the 3DGence technical service
department immediately using the problem notification form at www.3dgence.com/support. Do not connect the printer
to power supply and/or make repairs on your own;
•
confirm that filament is not contaminated, broken, bent or tangled on the spool;
•
confirm that in the printer's working area there are no objects or remains of printouts that could cause a jam or damage
to the machine;
•
check X axis and Y axis, confirm that their movements are not blocked by moving the printing module manually to the left
and to the right and by moving the heatbed manually forwards and backwards;
•
confirm that the Z axis breaker (fig. 6) is not damaged, broken or bent and that it coincides with the Z axis endstop (is
aligned with the endstop notch);
•
confirm that thermistors (temperature sensors) of hotends and heatbed properly. To do this, start heating the hotends
and heatbed and check that temperature indications on the LCD screen increase. A problem exists if
def
value is displayed;
•
immediately before starting the printer, make certain that no person or undesirable object is within the printer's working
range.
Содержание DOUBLE
Страница 1: ...USER S MANUAL 3DGence DOUBLE P255 ...
Страница 27: ...page 27 of 62 3DGence DOUBLE P255 version 09 2018 Fig 33 Main menu structure in the idle mode ...
Страница 28: ...page 28 of 62 3DGence DOUBLE P255 version 09 2018 Fig 34 Advanced menu structure ...
Страница 29: ...page 29 of 62 3DGence DOUBLE P255 version 09 2018 Fig 35 Main menu structure in the working mode ...







































































