409-1993
AMP-TAPETRONIC Machines 69875 and 69875-1
Rev J
31 of 46
Tyco Electronics Corporation
Remove Cotter
Pin and Washer
Front Tie Rod
End Bearing
Remove Cowling
Pin and Washer
Remove
Pin
Wire Stop
Head
Wire StopTube
Assembly
Push Indexing
Mechanism
Toward Rear
of Machine
Screwdriver Wedged in
Front of Indexing
Mechanism
Wire
Funnel
Metal
Guard
Remove
Pin
Tie Rod
Assembly
Lower Tooling
Holder
Rear Tie
Rod End
Bearing
A
B
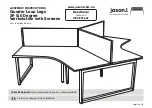
Indexing Mechanism Conversion, Part 1
Figure 25
5. Depress and pivot the wire funnel away from the lower tooling.
6. Remove the screw and wire stop head from the wire stop tube assembly. Refer to Figure 25,B.
7. Gain access to lower tooling holder screws by pushing the indexing mechanism toward the rear of
machine and then wedging a screwdriver in front of indexing mechanism.
8. Remove the lower tooling holder by removing screws.
9. Install the new lower tooling holder using the two larger screws used for the old lower tooling holder.
Do not tighten screws. See Figure 26,A.
10. Install the stationary die in the lower tooling holder with supplied screw. The chamfered side of the
die butts against the holder, as shown.
11. Install the desired stop on the wire–stop tube assembly with the screw that was removed from wire
stop head in Step 7.
12. If converting to run closed–end splices, replace the wire funnel with the extractor in the same
manner as described for the wire stop funnel in Paragraph 8.2. If converting to run spare wire caps, it
may be necessary to replace the wire funnel.
13. Remove the ram retaining plate by removing four screws. See Figure 27.
14. Remove the upper die by removing screw. Swing upper tooling mount forward to a convenient angle.
File a chamfer on the lower edge of the mount, as shown in Figure 28, if one does not already exist.
(The chamfer is necessary so that the offset of the upper die will seat tightly in the mount.)
15. Swing mount back to vertical position and re–install ram retaining plate with four screws.