





























getting started
1
12
Synrad
Firestar i401
operator’s manual
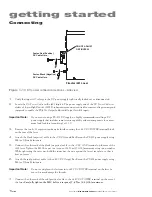
Connecting
Chiller preparation guidelines
■
You must provide fittings that will adapt the laser’s 1/2-inch O.D. polyethylene cooling tubing to your
chiller’s Inlet and Outlet ports. These fittings can be either “quick disconnect” or compression type
fittings.
■
Because Firestar’s cooling tubing is supplied in inch sizes, do not use metric tubing fittings unless you
have installed the appropriate inch-to-metric tubing adaptors. The use of metric fittings on inch size
tubing will lead to coolant leaks or may allow the pressurized tubing to blow off the fitting.
Coolants
SYNRAD recommends that the laser’s cooling fluid contain at least 90% water (distilled or tap) by
volume. In closed-loop systems, use a corrosion inhibitor/algaecide such as Optishield
®
Plus or equivalent
as required. Avoid glycol-based additives because they reduce the coolant’s heat capacity and high con-
centrations may affect power stability. For SYNRAD lasers, the minimum coolant setpoint is 18 °C (64
°F) so glycol is not necessary unless the chiller is subjected to freezing temperatures. In applications where
biocides containing chlorides are used, concentrations should not exceed 25 parts per million (PPM).
Maintain a coolant pH level above 7.0. We recommend the installation of a filter on the chiller’s return
line, especially in areas where water hardness is a problem. Firestar i401 lasers incorporate the follow-
ing wetted materials in the coolant path—brass, copper, Delrin
®
, PBT, polyethylene, stainless steel, and
Viton
®
.
Setting coolant temperature
Choosing the correct coolant temperature is important to the proper operation and longevity of your laser.
When coolant temperature is lower than the dew point (the temperature at which moisture condenses out
of the surrounding air), condensation forms inside the laser housing leading to failure of laser electronics as
well as damage to optical surfaces.
The greatest risk of condensation damage occurs when the laser is in a high heat/high humidity environ-
ment and the chiller’s coolant temperature is colder than the dew point of the surrounding air or when the
system is shut down, but coolant continues to flow through the laser for extended periods of time.
The chiller’s temperature setpoint must always be set above the dew point temperature. In cases where this
is not possible within the specified coolant temperature range of 18 °C to 22 °C (64 °F to 72 °F), then the
following steps MUST be taken to reduce the risk of condensation damage.
■
Use the
Gas Purge
port to introduce nitrogen or dry, filtered air into the laser housing.
■
Air-condition the room or the enclosure containing the laser.
■
Install a dehumidifier to reduce the humidity of the enclosure containing the laser.
■
Stop coolant flow when the laser is shut down.
■
Increase coolant flow by an additional 1.0 GPM. Do not exceed a coolant pressure of 60 PSI.
■
Refer to Table 1-2 and gradually increase coolant temperature until it is above the dew point tempera-
ture and condensation disappears. Do not exceed a coolant temperature of 28 °C (82 °F).
Table 1-2 on the following page provides dew point temperatures for a range of air temperature and rela-
tive humidity values. Remember that the laser’s coolant temperature must be set
above the dew point
temperatures given in the chart;
however, for best results and performance, use a coolant temperature in
the range of 18 –22 °C (64–72 °F).







































































