





























Page 32
INE S.p.A.
Via Facca, 10 - 35013 Cittadella - PADOVA - ITALIA Tel. 049/9481111 - Fax 049/9400249 - [email protected] - www.ine.it
12 Set-up
The safety rules reported in the preceding
sections should be carefully followed when
setting up the machine, i.e. when connecting
the power source to its wire feeder by means
of the corresponding cable and when
connecting the mains input cable to the mains supply.
Connect the power cable to a socket with an adequate
current supply and insert the
delayed line fuses
with
an adequate rated value, as specified in the table of
TECHNICAL DATA (page 60).
Make sure that the
yellow-green
wire, which is the
earth wire, is properly connected to the ground (this will
protect the user).
To start up the machine follow these steps:
•
Place the unit so that the vents are clear of any
obstruction to ventilation air. Keep it in a dry place
and at a distance of at least 0.5 m from walls, shields
or anything.
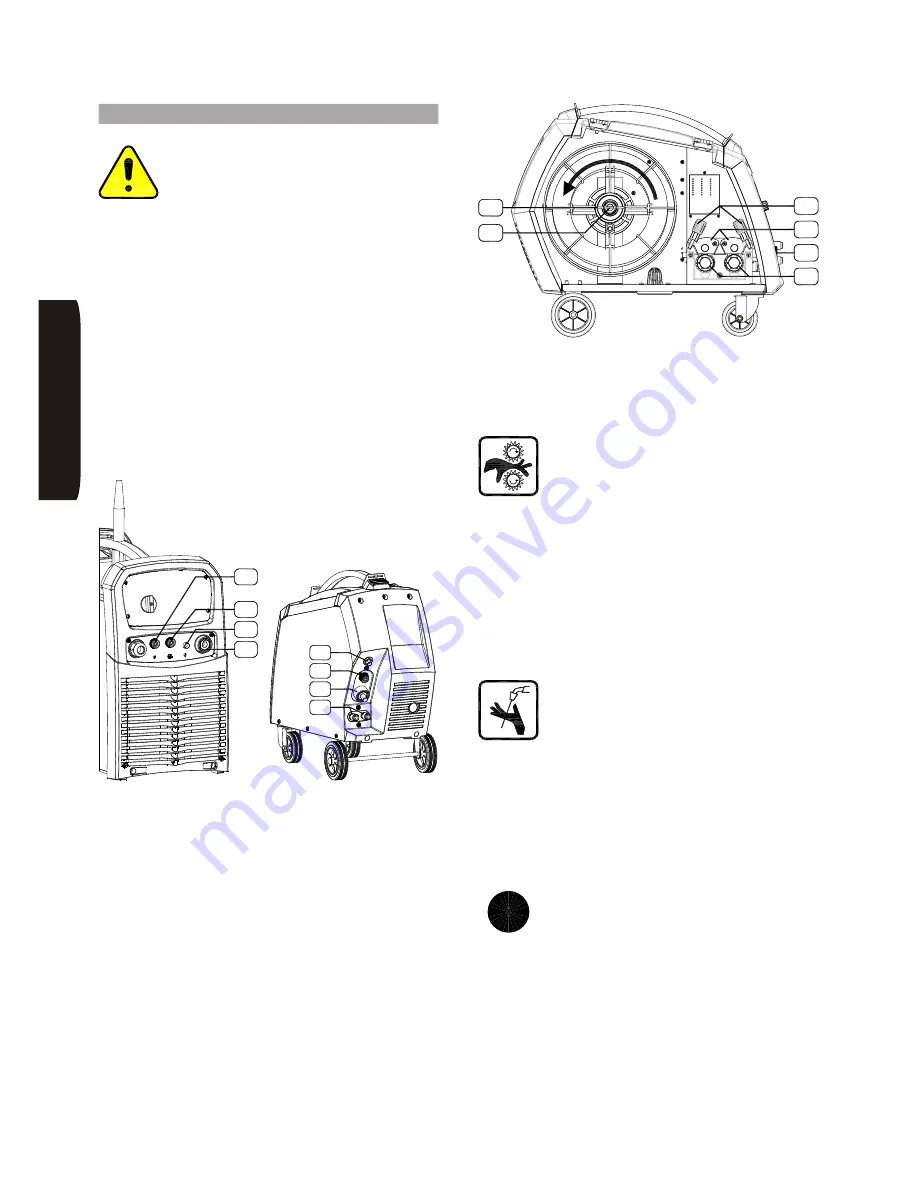
For the MIG/MAG welding:
•
Connect the trolley with the power source tieing the
extension to the sockets ‘A1’ & ‘C1’ of the machine
and to the back sockets of the wire feeder ‘A4’, ‘C4’,
‘G3’ paying attention they are completely fixed.
•
The gas pipe of the bundle of cables is to be
connected directly to the coupling of the pressure
reducer located on the gas cylinder.
•
If the machine is provided with a cooling unit,
connect also the quick couplings for water ‘H1’,
referring to the colours.
•
Fit the wire spool into the spool holder ‘Z1’ ensuring
that the direction of wire feed is correct. Release the
wire feed pressure arm ‘V2’. Insert the wire feed
roller ‘V3’ corresponding to the wire diameter being
used.
Pay special attention when fixing the rod
spool. DANGER! Do not touch the wire
feed motor cogwheels when they are
turning.
•
Relocate the wire feed pressure arm and adjust
pressure ‘V1’. Feed wire by using inch button. Adjust
braking power by turning the spool holder ring nut
‘Z2’: it should be fastened as much as to avoid the
unwinding of the wire when a full spool is stopped.
•
Feed wire into the torch liner and connect the torch to
its socket ‘A5’. Make sure the torch is secured by
tightening the connection with your own hands.
Then, while keeping the torch cable straight, feed
wire by using inch button (see paragraph 14).
During this operation never stay with your
body (and especially your eyes) in front of
the nozzle to see the wire coming out.
•
Close the mobile panel on the wire feed motor.
•
Connect the work return lead to the negative socket
‘A3’ and to a suitable, clean point of the workpiece.
•
Attach the gas pipe to the pressure reducer. This one
must have been applied beforehand by following
scrupulously the instructions for its installation.
Technical note: when welding with cored
wire, gas is not used, since the core itself
protects the weld pool. To achieve the best
results, the welding polarity suggested by
the wire manufacturer should be used
(usually other than the one used with solid wire). To be
able to utilize the negative polarity on the wire, optional
kit PFCS0400015 is available.
H
SI
L
G
N
E
Z1
Z2
A5
V3
V1
V2
G1
A1
C2
C1
optional
C4
H1
A4
G3
i
Summary of Contents for KMP3200
Page 63: ......







































































