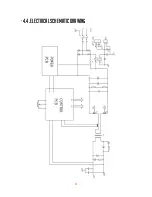
Ronch Ronch Weld 160ARC DV, User Manual
The Ronch Ronch Weld 160ARC DV offers exceptional welding performance and versatility. This user-friendly product is accompanied by a comprehensive user manual, which can be downloaded for free from manualshive.com. Gain valuable insights, step-by-step instructions, and unleash the full potential of this remarkable welding machine.
Share
Download














Reviews:
No comments
Related manuals for Ronch Weld 160ARC DV

SC-PM04
Brand: Panasonic Pages: 2

RXD15 - RADIO CASSETTE W/CD
Brand: Panasonic Pages: 8

SB2
Brand: Neets Pages: 14

SANARG 180AP
Brand: SanRex Pages: 4

IJ 70
Brand: Neopost Pages: 119

Feeder/Deliming System EV9797-20
Brand: Everpure Pages: 2

DEFIANT SSD
Brand: Linear Pages: 39

SMC273BK
Brand: The Singing Machine Pages: 56

Century 2 NCL10000 Series
Brand: BraunAbility Pages: 39

King Junior
Brand: Keg King Pages: 4

CX-DE502SO
Brand: CAMDEN Pages: 2

MC-5911SC
Brand: Daewoo Pages: 21

Vingtor Stentofon SPA-AC6
Brand: Zenitel Pages: 54

LF Xtreme
Brand: Legacy Pages: 21

RMX DRAWBAR
Brand: Overhead door Pages: 52

Jasic JT-500D
Brand: Wilkinson Star Pages: 36

UPSe
Brand: Grundfos Pages: 21

GM - EA700E PRO
Brand: Finn Pages: 28





















































