






















26
Nickel Alloy
Welding Argon
Copper
Welding Argon
Titanium
Welding Argon
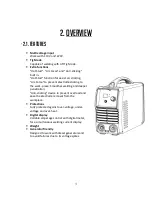
Tungsten Electrode Types
Electrode Type
(Ground Finish)
Welding Application
Features
Colour Code
Thoriated 2%
DC welding of mild steel,
stainless steel and copper.
Excellent arc starting, long life,
high current carrying capacity.
Red
Ceriated 2%
AC & DC welding of mild steel,
stainless steel, copper
aluminium magnesium and
their alloys.
Longer life, more stable arc,
easier starting, wilder current
range, narrower more concen-
trated arc.
Grey
TIG Welding Parameters for Steel
Base Metal
Thickness
DC Current
Electrode
Diameter
Filler Rod
Diameter
Argon Gas
Flow Rate
Mild Steel
Stainless Steel
1.0mm
40-50
25-35
1.0mm
1.6mm
5LPM
1.6mm
70-90
50-70
1.6mm
1.6mm
7LPM
3.2mm
90-115
90-110
1.6mm
2.4mm
7LPM
•
3.3.4. DC TIG Welding trouble shooting
The following chart addresses some of the common problems of DC TIG welding. In all
cases of equipment malfunction, the manufacturer’s recommendations should be strictly adhered
to and followed.
NO.
Trouble
Possible Reason
Suggested Remedy
1
Tungsten burning
away quickly
Incorrect Gas or No Gas
Use pure Argon. Check cylinder has gas,
connected, turned on and torch valve is
open
Inadequate gas flow
Check the gas is connected, check
hoses, gas valve and torch are not
restricted.
Back cap not fitted correctly
Make sure the torch back cap is fitted
so that the o-ring is inside the torch
body
Torch connected to DC +
Connect the torch to the DC- output
terminal
Incorrect tungsten being used
Check and change the tungsten type if
necessary







































































