





























8611311
180 MULTI-PROCESS MIG-ARC-TIG WELDER
V1.0
32
For technical questions call 1-800-665-8685
ERROR CODES
PROBLEM(S) POSSIBLE CAUSE(S)
SUGGESTED SOLUTION(S)
Yellowish
residue /
smoke on the
alumina
nozzle &
discoloured
tungsten
1. Incorrect Gas.
2. Inadequate gas flow.
3. Alumina gas nozzle too
small for size of tungsten
being used.
1. Use pure Argon gas.
2. Set the gas flow between 12 to 21 CFH flow rate.
3. Increase the size of the alumina gas nozzle.
Unstable Arc
during DC
welding.
1. Torch connected to DC +.
2. Contaminated base metal.
3. Tungsten is contaminated.
4. Arc length too long.
1. Connect the torch to the negative DC output terminal.
2. Remove materials like paint, grease, oil and dirt, including
mill scale from base metal.
3. Remove 25/64 in. of contaminated tungsten and regrind
the tungsten.
4. Lower torch so that the tungsten is off of the workpiece
5/64 to 3/16 in.
Arc wanders
during DC
welding.
1. Poor gas flow.
2. Incorrect arc length.
3. Tungsten incorrect or in
poor condition.
4. Poorly prepared tungsten.
5. Contaminated base metal.
6. Contaminated filler wire.
7. Incorrect filler wire.
1. Check and set the gas flow between 12 to 21 CFH flow rate.
2. Lower torch so that the tungsten is off of the workpiece
5/64 to 3/16 in.
3. Check that correct type of tungsten is being used.
Remove 25/64 in. from the weld end of the tungsten and
resharpen the tungsten.
4. Grind marks should run lengthwise with tungsten, not
circular. Use proper grinding method and wheel.
5. Remove contaminating materials like paint, grease, oil
and dirt, including mill scale from base metal.
6. Remove all grease, oil, or moisture from filler metal.
7
. Check the filler wire and change if necessary.
Arc difficult
to start or
will not start
DC welding.
1. Incorrect machine set up.
2. No gas, incorrect gas flow.
3. Tungsten is contaminated.
4. Incorrect tungsten size and
or tungsten being used.
5. Loose connection.
6. Earth clamp not connected
to work.
1. Check machine set up is correct.
2. Check the gas is connected and cylinder valve open, check
hoses, gas valve and torch are not restricted. Set the gas
flow between 21 to 32 CFH flow rate.
3. Remove 25/64 inches of contaminated tungsten and
regrind the tungsten.
4. Check and change the size and or the tungsten if required.
5. Check all connectors and tighten.
6. Connect the earth clamp directly to the workpiece wherever
possible.
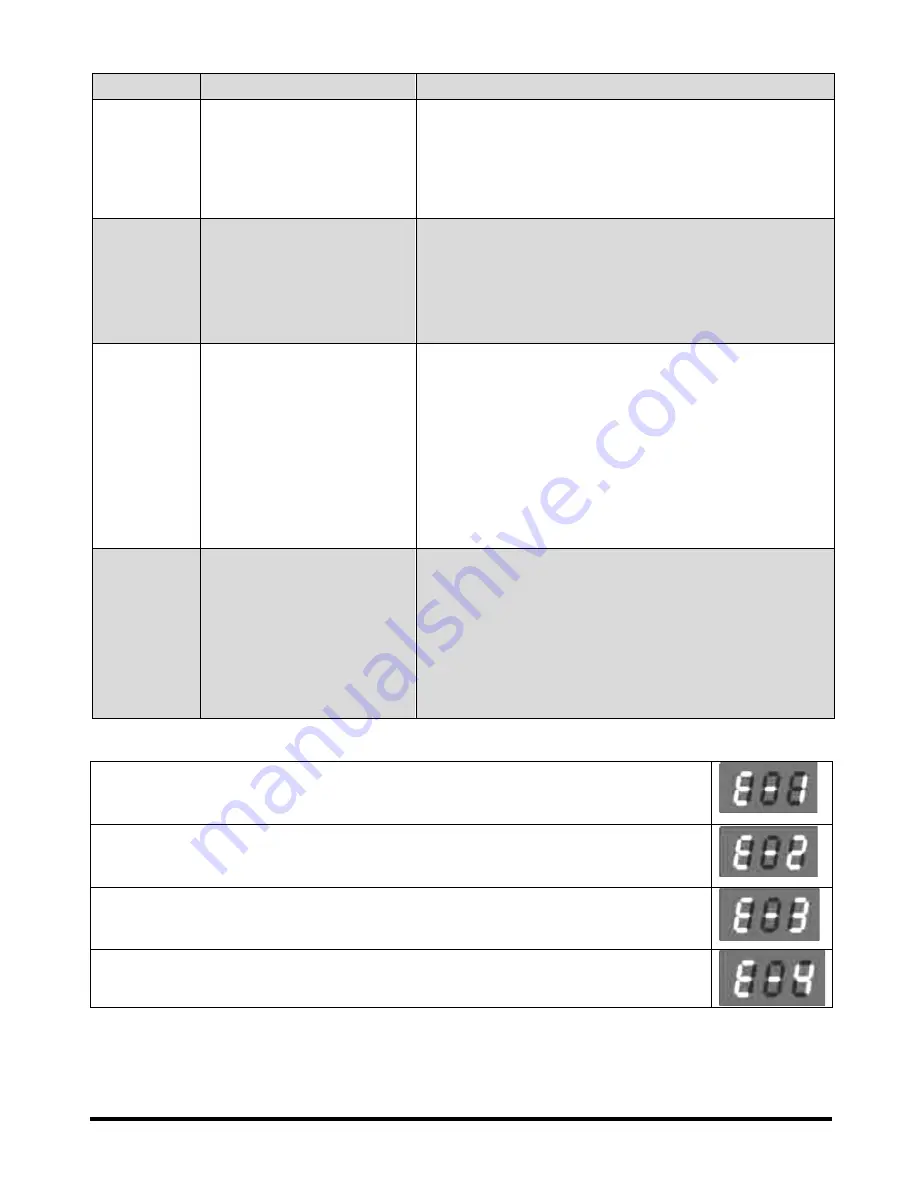
The digital meter displays ‘E-1’, when the welding machine draws too much
power, causing the machine to overheat. Restart the machine to continue
welding.
The digital meter displays ‘E-2’, when the welding machine has an under-
voltage. The welding machine will resume working when the voltage returns to
a sufficient level for normal operation.
The digital meter displays ‘E-3’ when the welding machine’s main circuit is
overheated. It is unnecessary to turn off the machine, as it will reset after a few
minutes of cooling.
The digital meter displays ‘E-4’ when the current sensor fails. Welding can
continue, but the current value shown is inaccurate.







































































