
























8611311
SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180
V1,0
28
En cas de questions techniques, appelez le 1-800-665-8685
soudage à c.c. avec un courant faible. Elles excellent afin de créer un arc à faibles ampérages et
sont populaires pour les applications comme le soudage dans un tube orbital ou pour souder la
tôle mince. Elles conviennent idéalement pour souder l'acier au carbone, l'acier inoxydable, les
alliages de nickel et le titane. Dans certains cas, elles peuvent remplacer les électrodes thoriées
à 2 pour cent. Le tungstène cérié convient idéalement pour le soudage à faibles ampérages. Il
devrait durer plus longtemps que le tungstène thorié. Les applications de soudage à ampérages
plus élevés devraient faire plutôt appel au tungstène thorié ou lanthané.
ÉLECTRODES AU LANTHANE
(code de couleur : Or)
Les électrodes de tungstène au lanthane (classification EWLa-1.5 de l'AWS) renferment au
moins 97,80 pour cent de tungstène et de 1,30 à 1,70 pour cent de lanthane. On les qualifie
d'électrodes au lanthane à 1.5 pour cent. Ces électrodes excellent lorsque vient le temps de
créer un arc, sans compter qu'elles présentent un taux de brûlage faible, un arc stable et des
caractéristiques de rallumage excellentes. Le tungstène lanthané présente également les
mêmes caractéristiques de conductivité que le tungstène thorié à 2 pour cent. Les électrodes
de tungstène lanthané conviennent idéalement si vous souhaitez optimiser vos activités de
soudage. Elles sont efficaces sur les électrodes à c.a. ou à c.c. négatives dotées d'une extrémité
pointue ou on peut les regrouper pour les utiliser avec les sources d'énergie c.a. à onde
sinusoïdale. Le tungstène lanthané préserve l'extrémité pointue de manière efficace, ce qui
constitue un avantage lorsqu'on doit souder l'acier et l'acier inoxydable au moyen de c.c. ou de
c.a. provenant de sources d'énergie à onde carrée.
ÉLECTRODES AU ZIRCONIUM
(code de couleur : Blanc)
Les électrodes de tungstène au zirconium (classification EWZr-1 de l'AWS) renferment au moins
99,10 pour cent de tungstène et de 0,15 à 0,40 pour cent de zirconium. Utilisé principalement afin
de procéder au soudage à c.a., le tungstène au zirconium produit un arc très stable, sans compter
qu'il résiste aux projections de tungstène. Ces électrodes conviennent idéalement afin de procéder
au soudage c.a., puisque leur extrémité demeure arrondie et parce qu'elles résistent de manière
efficace à la contamination. Sa conductivité électrique est égale ou supérieure à celle du tungstène
thorié. Le tungstène au zirconium n'est pas recommandé pour le soudage à c.c.
ÉLECTRODES DE TUNGSTÈNE RECOMMANDÉES EN FONCTION DU
COURANT DE SOUDAGE
Diamètre du tungstène
Chalumeau négatif
2 % thorium à
ampérage de
courant c.c.
Onde non équilibrée
0,8 % zirconium à
ampérage de courant c.a
Onde équilibrée 0,8 %
zirconium à ampérage
du courant c.a.
3/64 po (1,2 mm)
15 à 80 A
15 à 80 A
20 à 60 A
1/16 po (1.6 mm)
70 à 150 A
70 à 150 A
60 à 120 A
3/32 po (2,4 mm)
150 à 250 A
140 à 235 A
100 à 180 A
1/8 po (3.2 mm)
250 à 400 A
225 à 325 A
160 à 250 A
5/32 po (3,9 mm)
400 à 500 A
300 à 400 A
200 à 320 A
PRÉPARATION DU TUNGSTÈNE
Utilisez toujours des meules au diamant afin de procéder au meulage et au découpage. Le
tungstène est un matériau très dur, mais la surface d'une meule au
diamant l'est encore plus, ce qui permet de procéder à un meulage
lisse. Le meulage avec des meules autres qu'au diamant, comme des
meules d'oxyde d'aluminium, peut produire des rebords irréguliers,
des imperfections ou des finis de surface qui laissent à désirer et qui
ne sont pas visibles à oeil nu, ce qui contribue au manque
d'uniformité et aux défauts au niveau des soudures.
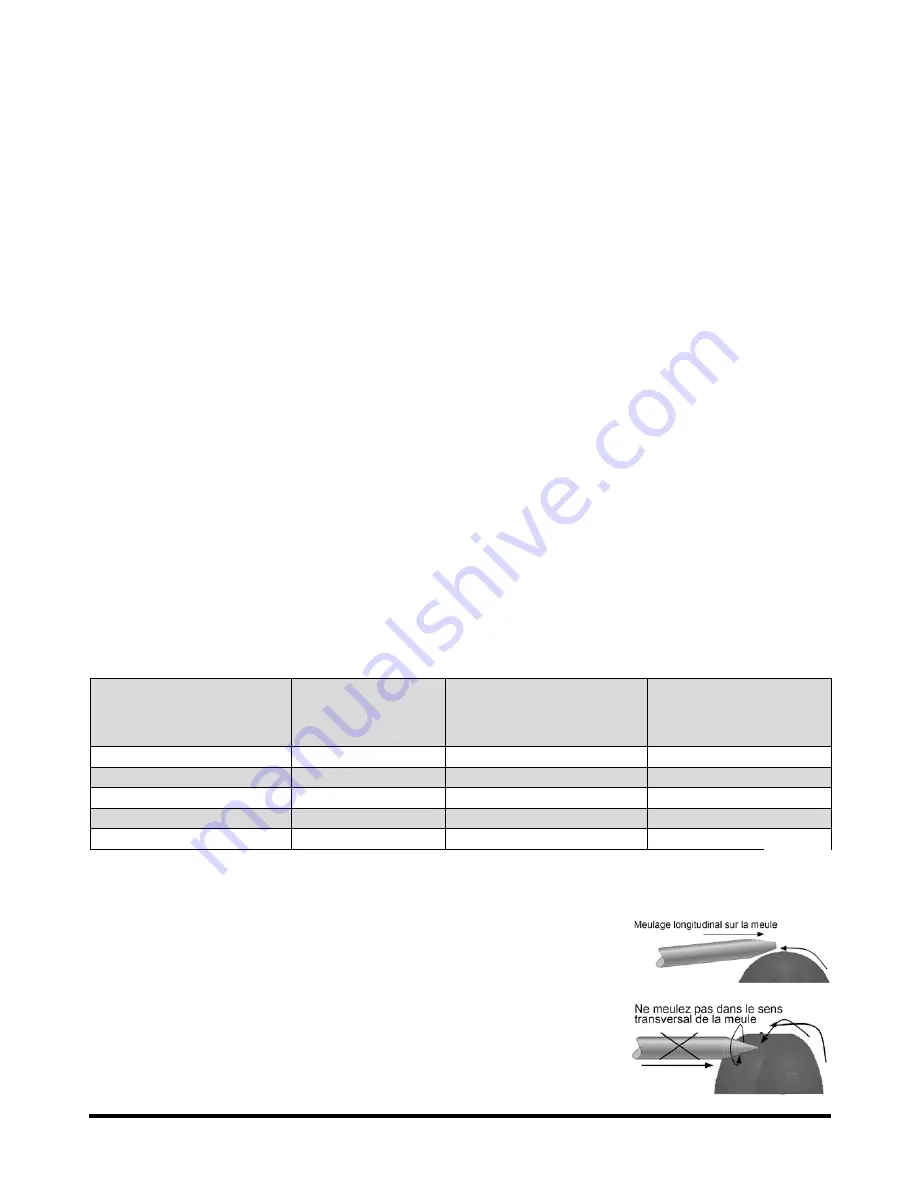
Assurez-vous toujours de meuler le tungstène dans le sens de la
longueur sur la meule (fig. 57). Les électrodes de tungstène sont
fabriquées de façon à ce que la structure moléculaire du grain soit
Tableau 4
Fig. 58
Fig. 57







































































