

























V1,0
SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180
8611311
Visitez www.princessauto.com pour plus d'informations
27
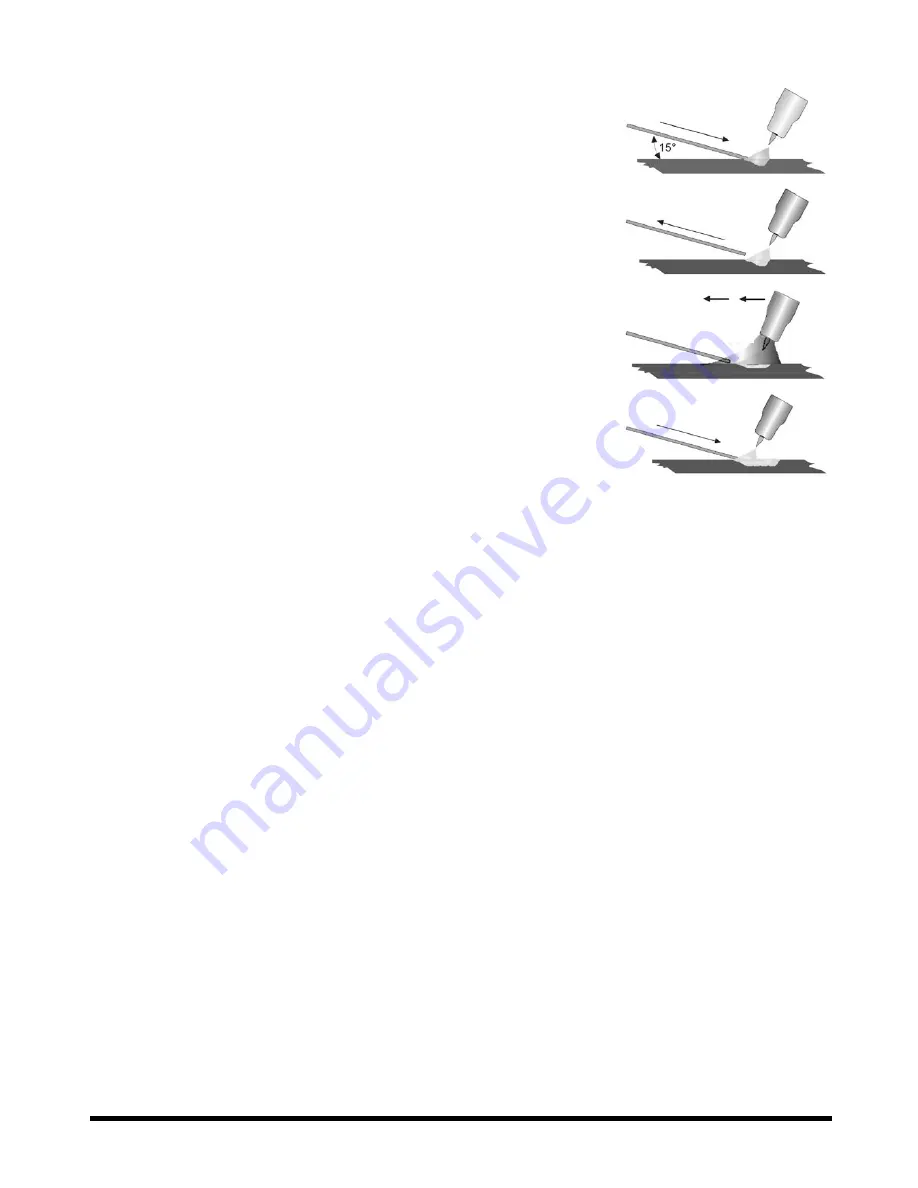
fusion. L'arc fait fondre le fil d'apport dans le bain de fusion alors
qu'on déplace le chalumeau vers l'avant. On peut également faire
appel à une technique par petites touches pour contrôler la
quantité de fil d'apport ajouté. Le fil est intégré au bain de fusion et
retiré de manière répétée alors qu'on déplace le chalumeau
doucement et de manière uniforme vers l'avant (fig. 56). Lors du
soudage, il est important de maintenir l'extrémité fondue du fil
d'apport dans le bouclier à gaz, puisqu'il empêche l'oxydation du fil
et la contamination du bain de fusion.
ÉLECTRODES DE TUNGSTÈNE
Le tungstène est un élément métallique rare qu'on utilise pour
fabriquer des électrodes de soudage TIG. Le processus de soudage
TIG dépend de la dureté du tungstène et de la résistance aux
températures élevées afin d'acheminer le courant de soudage vers
l'arc. Le tungstène est le métal qui présente le point de fusion le plus
élevé, soit 3 410 °C (6 170 °F).
Les électrodes de tungstène sont des articles non consommables
qui présentent des tailles variées. Elles sont fabriquées de
tungstène pur ou d'un alliage de tungstène et d'autres métaux du
groupe des terres rares. Le choix du type de tungstène dépend du
matériau qu'on doit souder, de l'ampérage requis et de l'utilisation
du courant de soudage c.a. ou c.c.
Les électrodes de tungstène présentent un code de couleur à l'extrémité afin de faciliter
leur identification.
ÉLECTRODES THORIÉES
(code de couleur : rouge)
AVERTISSEMENT ! Évitez que le tungstène thorié ne vienne en contact avec les coupures ou
les plaies ouvertes. Les soudeurs courent le plus de risque lorsque l'oxyde de thorium
pénètre dans les poumons. Un tel incident peut survenir lors d'une exposition aux vapeurs
pendant le soudage ou lors de l'ingestion de matière ou de poussière lors du meulage du
tungstène. Observez les avertissements, les instructions et les fiches signalétiques du
fabricant lors de l'utilisation du tungstène.
Les électrodes de tungstène thoriées (classification EWTh-2 de l'AWS) renferment au moins
97,30 pour cent de tungstène et de 1,70 à 2,20 pour cent de thorium. On les qualifie
d'électrodes thoriées à 2 pour cent. Il s'agit des électrodes les plus couramment utilisées de nos
jours, alors qu'on les préfère en raison de leur longévité et de leur facilité d'utilisation. Le
thorium augmente les qualités d'émissions électronique de l'électrode, ce qui facilite la création
de l'arc et permet de transporter un courant plus élevé. Cette électrode peut s'utiliser bien en-
dessous de sa température de fusion, ce qui permet un rythme de consommation bien plus
faible en plus d'éliminer la déviation de l'arc pour ainsi accroître la stabilité. Comparativement
aux autres électrodes, les électrodes thoriées déposent moins de tungstène dans le bain de
fusion, de sorte qu'elles contaminent moins la soudure.
Cependant, le thorium présente un faible risque de radioactivité, ce qui a poussé plusieurs
utilisateurs à recourir à des alternatives.
En ce qui concerne la radioactivité, le thorium émet des ondes alpha, mais les risques sont
faibles lorsqu'il se trouve à l'intérieur d'une matrice de tungstène. Ainsi, le fait de tenir du
tungstène thorié dans la main ne devrait pas poser de menace importante à moins qu'un
soudeur ne présente des coupures ouvertes sur sa peau.
ÉLECTRODES CÉRIÉES
(code de couleur : orange)
Les électrodes de tungstène cériées (classification EWCe-2 de l'AWS) renferment au moins
97,30 pour cent de tungstène et de 1,80 à 2,20 pour cent de cérium. On les qualifie d'électrodes
cériées à 2 pour cent. Les électrodes de tungstène cériées conviennent idéalement lors du
Fig. 56
Gaz
protecteur







































































