





























MF 64
Author: Donato Gavino Murru [email protected]
Pag.
130
a
179
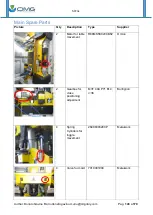
Lift the lower part of the mold and when the “T” inserts are inside the rails, push the lower part of
the mold just against the positioning blocks (if provided) at the end of rails.
Insert the water pipes inlet and outlet of the cold-water system to cool down mold and open the
valves after.
“T” insert
“T” insert under the face of mold
Push lower part of mold and
center it on the table.
Align “T” inserts with rails and slide.
Turn the Key to lock the lower part of mold.





















































