








GENERAL
T1 1.17
1
C.6
C.6
C.6
C.6
C.6 DIRECTION OF ROTATION AND ROTATION SPEED SELECTION
DIRECTION OF ROTATION AND ROTATION SPEED SELECTION
DIRECTION OF ROTATION AND ROTATION SPEED SELECTION
DIRECTION OF ROTATION AND ROTATION SPEED SELECTION
DIRECTION OF ROTATION AND ROTATION SPEED SELECTION
C.6.1
C.6.1
C.6.1
C.6.1
C.6.1
DIRECTION OF ROTATION
DIRECTION OF ROTATION
DIRECTION OF ROTATION
DIRECTION OF ROTATION
DIRECTION OF ROTATION
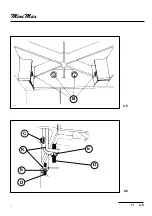
It is very important that the tool rotates in the correct direction.and that the piece feed occurs in the
direction contrary to direction of the spindle rotation.
C.6.2
C.6.2
C.6.2
C.6.2
C.6.2
SPEED SELECTION
SPEED SELECTION
SPEED SELECTION
SPEED SELECTION
SPEED SELECTION
The operator must ensure that the right rotation speed has been selected and that the speed selected
is proper for the tool fitted to the spindle.
C.7
C.7
C.7
C.7
C.7 MACHINE OPERATION, GUARD SELECTION AND ADJUSTMENT
MACHINE OPERATION, GUARD SELECTION AND ADJUSTMENT
MACHINE OPERATION, GUARD SELECTION AND ADJUSTMENT
MACHINE OPERATION, GUARD SELECTION AND ADJUSTMENT
MACHINE OPERATION, GUARD SELECTION AND ADJUSTMENT
Because of the variety of workings which can be carried out on vertical spindle moulding machines
by using different spindles, toolholders and cutters, no safeguard can be considered effective for all
conditions.
Each working should be considered separately and the best practicable safeguard selected for that
particolar job.
The cutter type, the tips projection and the height at which the cutter is set, will determine the
minimum diameter of the hole on the table.
This may be obtained by using the reducing rings supplied, thus reducing the risk that the workpiece
oscillates or fits into the cutters.
The guard shall enclose the cutters to the greatest extent according to the working.
The distance between the fence halves shall be so large only to permit the cutter rotation without
contact.
If you use a removable feeder on the machine with straight fence, it can be used to cover the cutters
to the greatest extent possible and often represents the best method of guarding on these machines.
Such feeders shall be easly adjustable to suit different size of workpiece and should not create a
trapping hazard.
If no feeder is used, pressers forming a tunnel, through which the workpiece can be fed, may be
properly used; they fit for working at the fence on the entire piece length if they are used with an
element joining the fence halves or other means to close the gap between fence halves.
C.8
C.8
C.8
C.8
C.8 MILLING AT THE FENCE, WORKING ON THE ENTIRE PIECE LENGTH
MILLING AT THE FENCE, WORKING ON THE ENTIRE PIECE LENGTH
MILLING AT THE FENCE, WORKING ON THE ENTIRE PIECE LENGTH
MILLING AT THE FENCE, WORKING ON THE ENTIRE PIECE LENGTH
MILLING AT THE FENCE, WORKING ON THE ENTIRE PIECE LENGTH
To hinder the access to the tool during the milling at the fence, it is necessary to use together with the
fence a removale feeder or guards equipped with proper pressers according to the piece dimensions.
The following piece may be used to push the previous one; the last piece is milled at the end with the
aid of a pusher.
In case of thin pieces only the vertical presser may be used if its thickness is proper.
Summary of Contents for FORMULA T1
Page 22: ...T1 2 3 2 2 1 2 2 kg _____ 475 ...
Page 24: ...T1 2 5 2 2 6 2 5 B T13216 E D E K D C ...
Page 26: ...T1 2 7 2 MORSE1 L1 L2 L3 N PE P 2 7 ...
Page 29: ...INSTALLATION 2 10 T1 BF NGB2 ...
Page 32: ...T1 3 3 3 A1 A2 F L M A A1 A2 B A F B V V 3 1 P 3 2 ...
Page 34: ...T1 3 5 3 L H 3 4 A1 A2 F L M A A1 A2 B A F 3 4a ...
Page 35: ...MACHINE SETTING AND USE 3 6 T1 BF NGB3 ...
Page 38: ...T1 7 3 7 7 2 7 3 ALBE1 ALBE2 D B S A C B A Z T 7 1 A F P bf7 4 ...
Page 40: ...T1 7 5 7 B A 7 4 ...
Page 42: ...T1 7 7 7 7 6c 7 6a 7 6b ...
Page 44: ...T1 7 9 7 7 7 7 8 L S N C G P H ...
Page 46: ...T1 7 11 71 L H A M P C 7 9 ...
Page 48: ...T1 7 13 71 7 13 REGISTR M 7 12 H M P L I T F R ...
Page 50: ...T1 7 15 71 CUFFI4 F R 7 14 7 15 I T REGISTR M H M P L ...