






















| 9
TIG AC
- Nastavení funkce END CURRENT
(koncový proud)
Funkce udává hodnotu proudu, při které dojde k ukon-
čení svařovacího procesu. Společně s funkcí DOWN SLO-
PE zamezuje, při správném nastavení, tvorbě kráteru na
konci svaru. Aktivace se provádí postupným stisknutím
ovládacího n-kodéru.
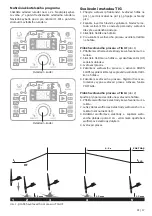
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce POST GAS
(dofuk plynu)
Funkce zajišťuje ochranu svaru po ukončení svařovacího
procesu a zároveň chladí wolframovou elektrodu. Nízká
doba trvání funkce může mít vliv na kvalitu zapalování
svařovacího oblouku z důvodu oxidace elektrody. Akti-
vace se provádí postupným stisknutím ovládacího n-ko-
déru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce
DUTY CYCLE AC
(balanc AC proud)
Funkce umožňuje nastavení poměru záporné (svařova-
cí) a kladné (čistící) vlny. Zvyšováním hodnoty dochází
ke zvýšení čistícího účinku a zvyšování tepelné zátěže
wolframové elektrody. V závislosti na použitém průmě-
ru wolframové elektrody je nutné volit hodnotu funkce
CZ
tak, aby nedocházelo k přílišnému zahřívání wolframové
elektrody a následné tvorbě kuličky na jejím konci. Ná-
sledkem vytvoření kuličky dochází k nestabilnímu hoření
svařovacího oblouku a ztráty možnosti řízení směru ob-
louku. Pokud jsou ve svarové lázni vidět černé tečky, je
nutné přidat hodnotu funkce tak, aby došlo k odstranění
těchto nečistot. Nastavením nižší hodnoty funkce dochá-
zí ke zvýšení penetrace materiálu, ale zároveň také ke sní-
žení čistícího účinku. Výsledkem může být nedostatečná
kvalita výsledného svaru. Aktivace se provádí postupným
stisknutím ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida
TIG AC
- Nastavení funkce
FREQUENCY AC
(frekvence AC proud)
Funkce umožňuje nastavení frekvence - výměny záporné
(svařovací) a kladné (čistící) vlny. Zvyšováním frekvence
AC dochází ke snížení tepelné deformace materiálu a zú-
žení svarové lázně. Aktivace se provádí postupným stisk-
nutím ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
AC kvadrát AC sinusoida





















































