




























| 29
EN
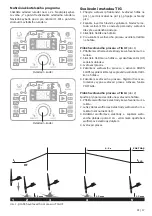
TIG AC
- Setting END CURRENT function
(end current)
The function indicates the current value at which the
welding process ends. Together with the DOWN SLOPE
function, it prevents crater formation at the end of the
weld. Activation is done by pressing the control n-coder
one after the other.
OFF
N-coder
Waveform switching
button
TIG HF
AC - square AC - sinusoid
TIG AC
- Setting POST GAS function
The function ensures protection of the weld after the
welding process is completed and at the same time it
cools the tungsten electrode. The low duration of the
function can affect the ignition quality of the arc due to
oxidation of the electrode. Activation is performed by
pressing the control n-coder one after the other.
OFF
N-coder
Waveform switching
button
TIG HF
AC - square AC - sinusoid
TIG AC
- Setting DUTY CYCLE AC function
The function allows setting the ratio of negative (wel-
ding) and positive (cleaning) waves. Increasing the value
increases the cleaning effect and increases the thermal
load of the tungsten electrode. Depending on the dia-
meter of the tungsten electrode used, it is necessary
to select the value of the function so that the tungsten
electrode does not overheat and the ball is formed at its
end. As a result of the formation of a ball, the welding arc
becomes unstable and the possibility of controlling the
arc direction is lost. If black spots are visible in the weld
pool, the function value must be added to remove these
impurities. By setting a lower function value, the pene-
tration of the material increases, but also the cleaning
effect is reduced. This may result in poor weld quality.
Activation is performed by pressing the control n-coder
one after the other.
OFF
N-coder
Waveform switching
button
TIG HF
AC - square AC - sinusoid
TIG AC
- Setting FREQUENCY AC function
The function allows setting the frequency - exchange
negative (welding) and positive (cleaning) waves. By in-
creasing the frequency AC reduces the material‘s ther-
mal deformation and narrows weld baths. Activation is
performed by pressing the control n-coder one after the
other.
OFF
N-coder
Waveform switching
button
TIG HF
AC - square AC - sinusoid





















































